

1. 概述
高速列车车辆中长大型材的焊接,普遍用机器人焊接来完成的。虽然机器人焊接有着焊接速度快、稳定性好等特点,但是由于机器人的焊接是通过机械臂夹持焊枪对工件进行施焊的,所以有时因工件结构设计以及工装夹具的原因,经常会造成机器人焊接手臂与工装夹具相干涉的情况发生,在这种情况下,真空吸盘的夹具就能很好的解决此类问题。
2. 问题描述
以国内高速列车CRH380D中的底架为例(见图1)该底架由5根铝型材构成。材料为6005A—T6,焊缝质量等级为CPC2,焊缝形式有4V,6V以及Z6三种形式。由于整个底架焊缝长度为27m,为了保证焊接质量的稳定性,采用IGM机器人焊接工艺。组装顺序为先焊接中间地板三块型材,然后焊接左右边梁组成,最后将左右边梁组成与地板进行最后组装焊接。
如图2所示,由于地板由三块型材焊接构成,为了防止焊接变形,中间型材需要采用重块对地板进行施压,但将会造成工时增加,操作费力的情况发生,而如果采用伸长两侧液压压紧臂的方式压紧,又会造成IGM焊接臂与压紧臂干涉的情况。为了解决这种问题,最好有一种产品能够从背面对产品进行固定压紧,这样既避免了与焊接臂的干涉又能够减少搬运重块的工时。真空吸盘作为一种以真空吸附为动力源,能够实现自动化产生向下吸进力的产品,就可以很好的解决这个问题。
3. 地板真空吸盘方案设计
(1)固定工件情况 材料为6005A—T6拉伸型材,工件尺寸为27 000mm×600mm×60mm。工件总质量为900kg。
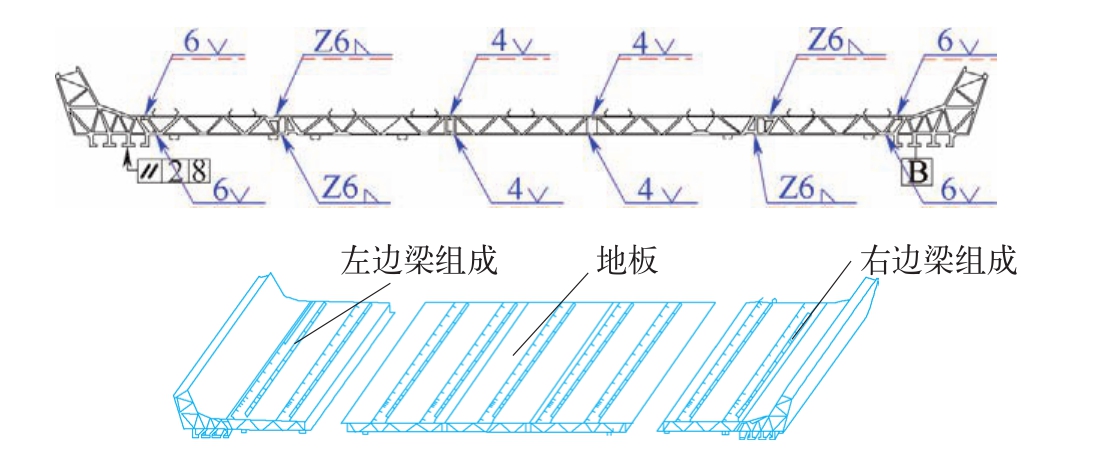
图1 底架焊接结构
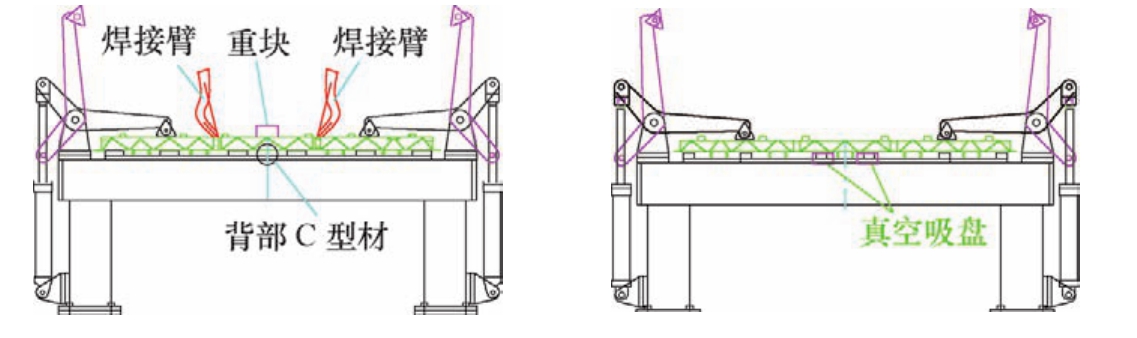
图2 地板工装焊接
(2)真空吸盘吸力计算 根据产品现场焊接时的作业情况,高速列车地板为水平放置,会受到多个方向侧力的影响, 因此在焊接过程中吸紧地板所需最大总吸力分别为Fmax=44 745N。
根据工件长27m,我们分为3段来考虑设计,每9m为1段。根据动车地板的情况选择SPLO系列的扁平吸盘,每9m选用18个SPLO 370mm×80mm 吸盘, 吸力为100kg/个(竖直方向)则吸盘总数量为16×3=48个。吸盘示意如图3所示。
(3)真空系统气动原理 真空系统气动原理主要是真空吸盘通过真空发生器装置形成负压,从而达到真空吸盘与工件完全吸附的状态。该真空发生装置主要由四大部件构成,即真空泵、真空电磁阀、单向阀以及真空吸盘构成。
(4)真空发生装置 由于该套系统中吸盘的数量较多,我们可以选择采用3台干式真空泵,型号为EVE—TR 40 AC3-F,其真空流量为40m³/h、最大真空度为85%,工作电压为230V、400V,总质量为每台40kg。由于其为干式真空泵,故无需保养及润滑。另外带有附加过滤器,起到过滤灰尘的作用,能够很好的保护真空泵。干式真空泵如图4所示。
(5)真空电磁阀 此阀为坚固金属外壳的座式阀,EMV为直通式两位三通电磁阀,属于大流量阀,直接控制真空,开启闭合时间短,保护级别为IP65。真空电磁阀如图5所示。
4. 地板真空系统工装设计
根据焊接工艺要求,需要对中间地板型材进行向下力吸引。如图6所示,我们对地板中间型材的真空吸盘采用两排进行布置,每排数量为24个。每16个吸盘由一个干式真空泵进行控制,从而能够有效的对各个吸盘产生最佳的真空度,对产品进行有力的向下吸引。
5. 地板焊接过程及工艺
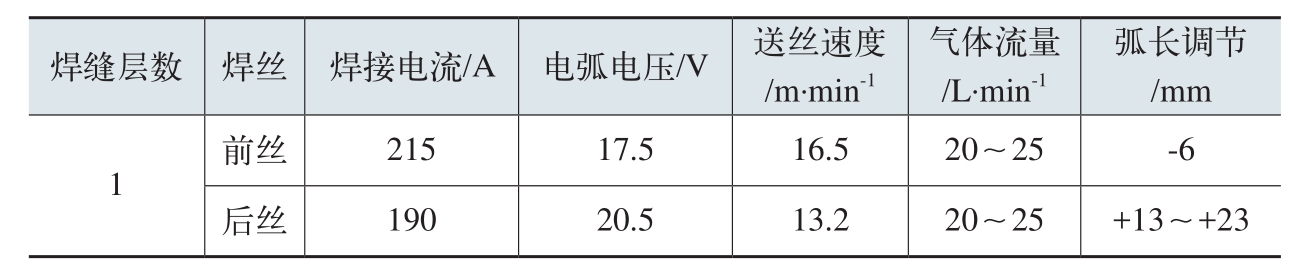
如图7所示,首先将地板型材依次通过天车调运至工装上,地板通过液压装置进行归拢,确保满足焊接间隙小于1.5mm(坡口准备见图8),然后启动两侧液压压紧臂,焊接过程前真空系统启动,确保焊接过程中存在向下的吸引力。焊接采用IGM焊接机器人双丝双枪的方式,具体焊接参数如附表所示。地板焊接完成后,待焊缝冷却,真空系统泄压,松开两侧液压压紧臂,调运至检测台位进行检测。
6. 地板焊后质量检测

图3 真空吸盘示意

图4 EVE干式真空泵示意
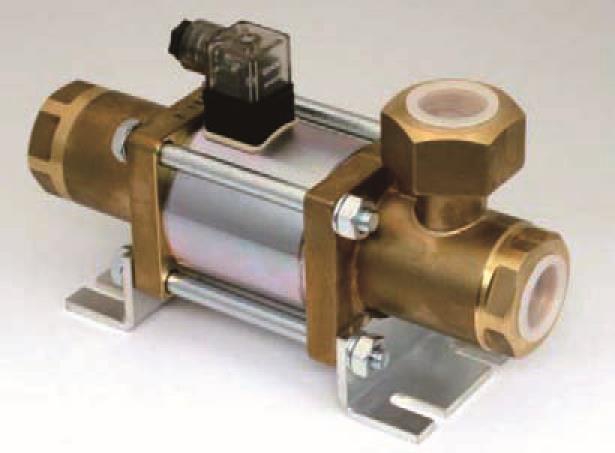
图5 真空电磁阀示意
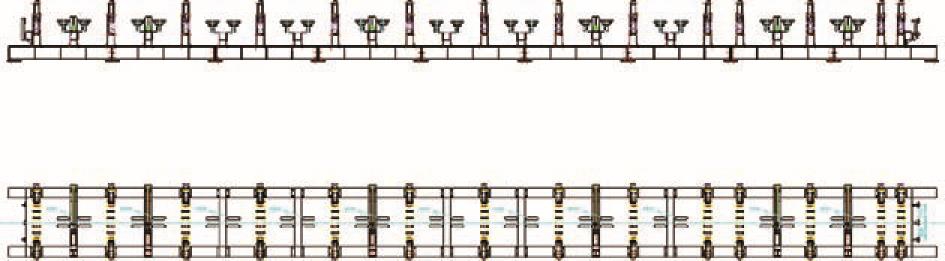

图6 地板工装结合真空系统设计
地板焊接完成后,主要从焊缝质量及平面度两个方面对地板进行检测。通过从地板端部60mm的加工余量中截取其中30mm焊缝后,对其进行了宏观金相检测(见图9),检测结果焊缝两侧熔合完好,熔深达标,焊接质量符合标准要求。

图7 地板焊接过程
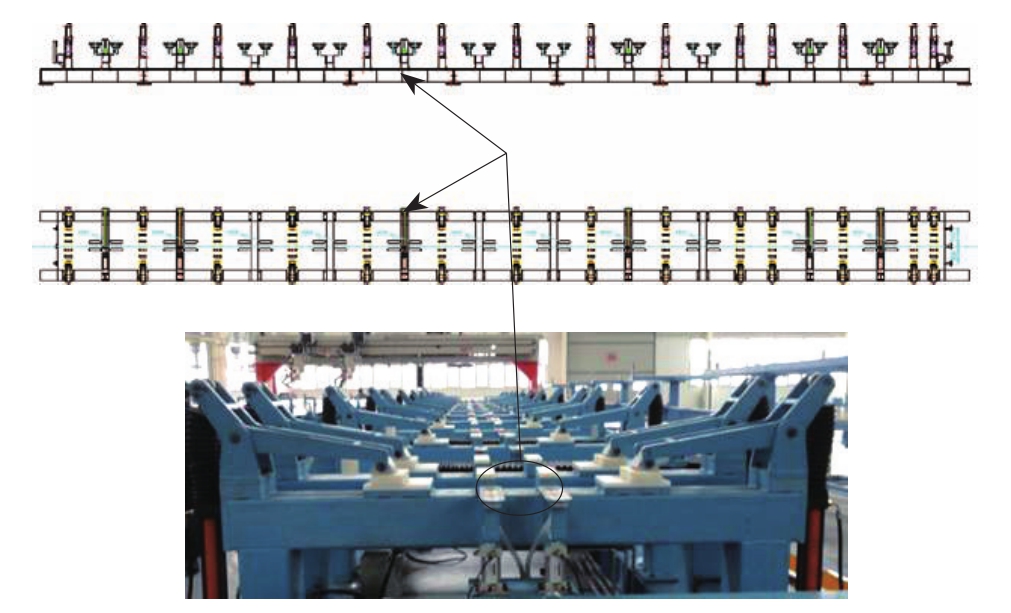
图8 地板焊接前坡口形式
4V自动焊接参数
通过平尺对平面度进行检测,宽度方向的平面度小于2mm,完全满足图样平面度3mm的要求,避免了焊接后对地板进行火焰调修的工序。
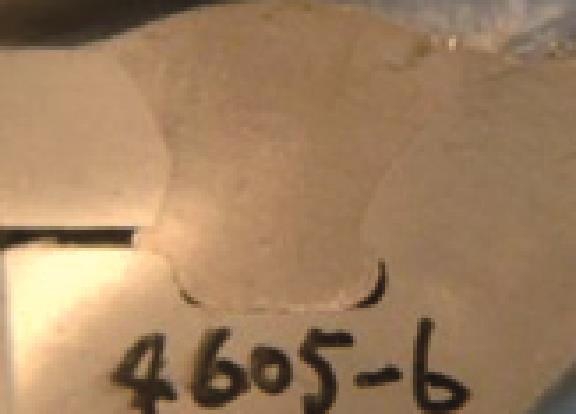
图9 自动焊接宏观金相照片
7. 结语
通过对CRH380D型地板的焊接工艺过程的验证发现,真空吸盘在大型焊接机器人的焊接夹具设计中的有效应用,可以合理的避免工装压紧臂对焊接机械臂的干涉,同时还可以大量减少调运重块的工作量,是一种自动化程度高,省时省力的组合方式。


