

1 中国胶合板产业现状
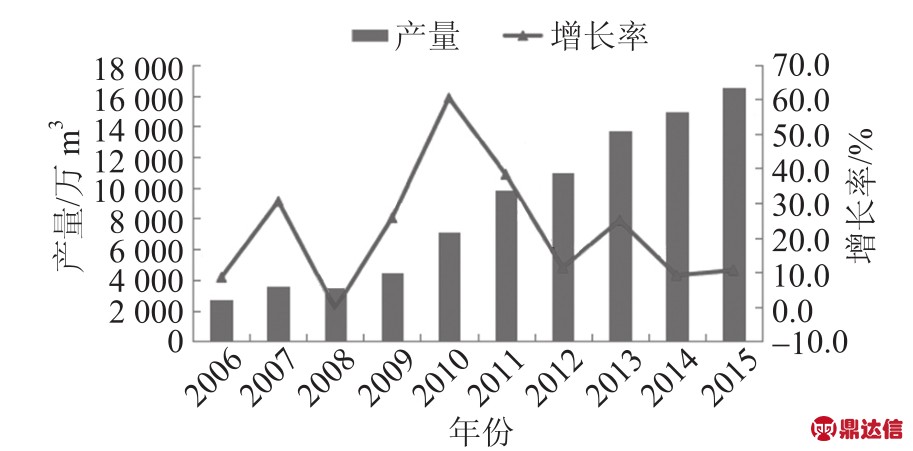
图1 2006—2015年中国胶合板产量
Fig.1 Capacity of plywood in China of 2006—2015
胶合板是中国人造板行业中产量最大的板种,中国胶合板产量据官方统计已达16 546万 m3/a,胶合板产业的发展带动了中国速生森林种植及生态环境的改进,同时吸收一部分农村剩余劳动力,为农村经济发展、农民生活改善带来帮助。但同时,胶合板产业也面临规模小、质量低、用工多等问题。在胶合板产业工艺链中,单板涂胶组坯这一工艺环节在装备提升,工艺改进方面最为缓慢,主要体现在用工多,环境差,施胶质量低下。工艺装备改革势在必行。随着中国经济发展,胶合板行业从业人员的薪资水平也日益提高。以江苏省为例,其胶合板从业人员2013年平均工资水平已达每月3 300元人民币,人工成本将会持续增长。同时胶黏剂价格不断上涨也给中国胶合板企业生产成本带来巨大的压力。最后国家环保新政策的出台使得企业不得不在化学废料处理及生产环境保护方面增加成本。而这一系列的成本压力主要归结于目前中国胶合板生产组坯工艺中无法实现连续涂胶组坯,这也是阻碍胶合板产业工业化发展的原因之一。因此笔者认为使用单面涂胶组坯生产线,是解决中国胶合板生产工艺薄弱环节的有效解决方案。
2 单面涂胶组坯生产线
笔者介绍了劳特Pro单面涂胶机。该涂胶机适用于脲醛树脂胶、酚醛树脂胶及三聚氰胺脲醛树脂胶等各类胶黏剂,生产能力为85~150 m3/d,采用胶线式涂胶或帘式涂胶方式,带有自动清洗系统,满足常规单数层单板组坯的同时亦可组坯为双数层胶合板结构。可升级为劳特Select或劳特Smart涂胶组坯线(见图2)。劳特Select涂胶组坯线,生产能力300~450 m3/d,适用于脲醛树脂胶、酚醛树脂胶及三聚氰胺脲醛树脂胶等各类胶黏剂,采用自动进料机构,整线2~3人操作。劳特Smart 涂胶组坯线,生产能力150~700 m3/d,适用于脲醛树脂胶、酚醛树脂胶及三聚氰胺脲醛树脂胶等各类胶黏剂,全自动化操作,生产速度可达150 m/min。
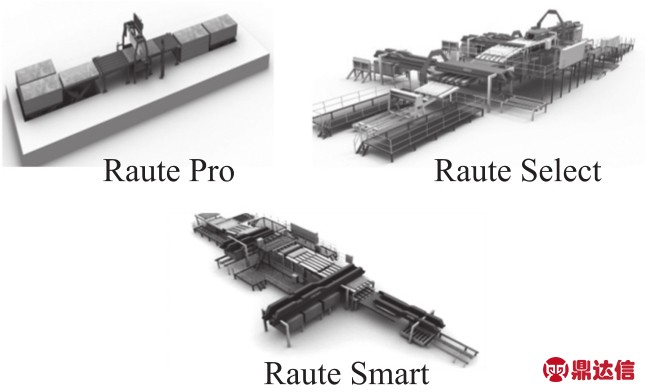
图2 劳特涂胶组坯生产线
Fig.2 Raute coating and assembly line
为满足生产企业对产能的要求,劳特单面涂胶线分为Pro、Select和Smart三个不同的等级。主要区别在于进料机构,Select和Smart均采用了真空吸盘形式的自动进料,组坯环节Select满足单人半自动化操作,而Smart设计了机械装置,达到全自动组坯的模式。在质量检测上Smart装有Mecano VDA 图像视觉系统以监测单板施胶质量及分等功能。
3 胶线式单面涂胶技术原理
胶线式单面涂胶技术涂胶液态流动过程见图3,通过液压系统将胶黏剂输送至胶黏剂分配器,最终由出胶口将胶黏剂均匀喷淋在单板表面。另装有自清洗系统,可在轮班间隙及休息期间对系统进行清洗,以防止胶黏剂固化堵塞出胶口。
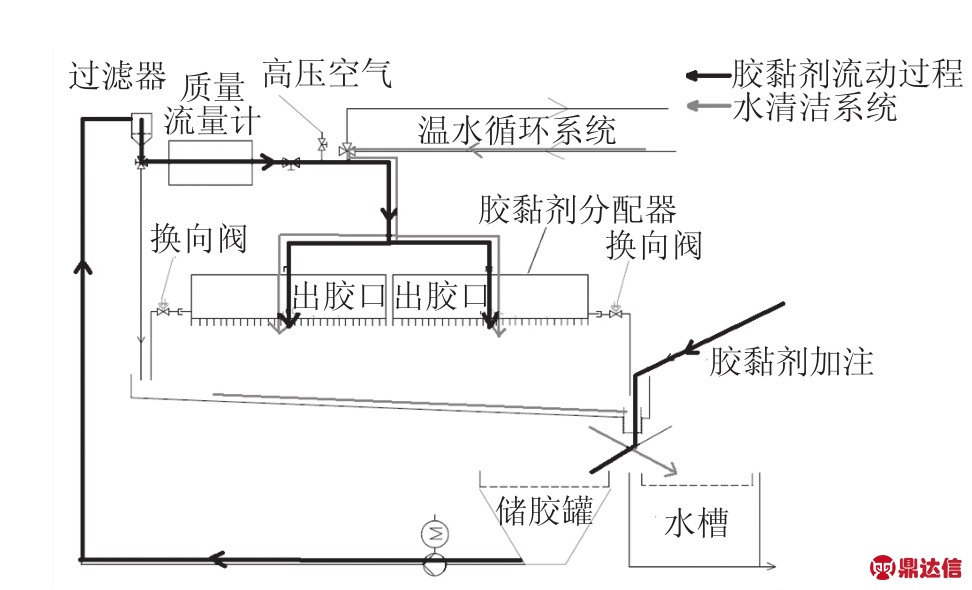
图3 胶黏剂流动示意图
Fig.3 Glue fl ow diagram
4 胶线式涂胶技术特点
1)适用于各类胶黏剂。基于涂胶系统内部压力,将胶黏剂挤出出胶口,在该原理下,胶线式涂胶方式适用于多种类型胶黏剂,如脲醛树脂胶、酚醛树脂胶及三聚氰胺脲醛树脂胶等黏度在800~3 000 cP 均可使用。施胶形式见图4。
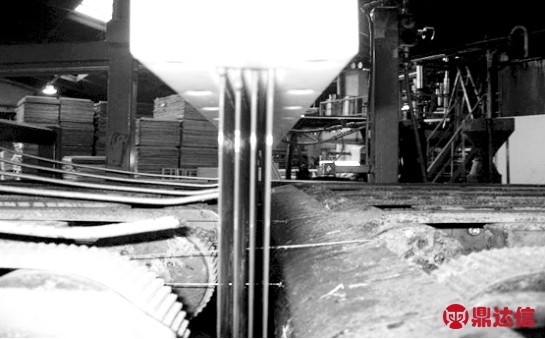
图4 胶黏剂形态示意图
Fig.4 Glue shape diagram
2)适用于不同厚度单板。出胶口距离单板留有15 cm间距,间距可调,在单板通过时不存在任何机械接触,任何厚度的单板均可自由通过,同时减少了原有因滚筒式涂胶方式造成的单板破损情况的发生。
3)较高的涂胶精度。系统内部各变量参数均由PLC控制,胶黏剂由出胶口下落速度(系统内部压力控制)及单板通过胶线速度来控制单位时间内分布到单板表面的胶黏剂总量,从而把控实际涂胶量。精准的胶线流速控制使得施胶误差仅在±3%以内。图5为抽样涂胶后胶黏剂分布图。
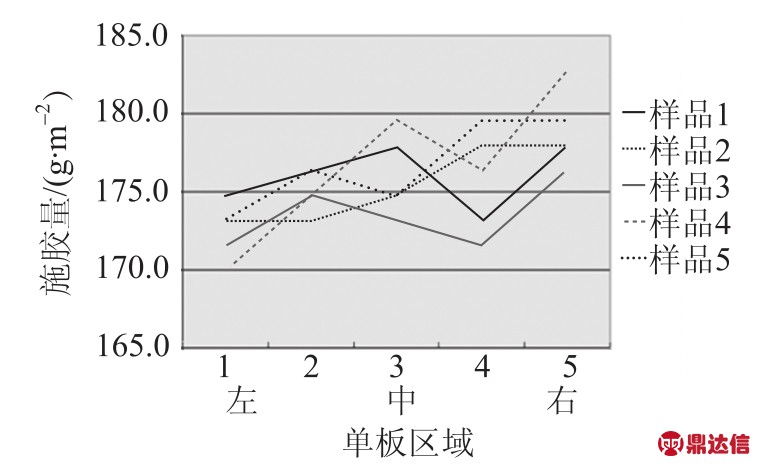
图5 胶黏剂分布检测图
Fig.5 Glue distribution test chart
4)均匀的涂胶效果。胶黏剂经由分配器施压后通过出胶口被均匀等量的涂于单板之上,每条胶线间距为3 mm。实际涂胶效果见图6。
5)节省胶黏剂成本。精准的胶线流速控制使得施胶误差仅在±3%。相较滚筒式涂胶机省胶10%~25% 。例如:目标施胶量为150 g/m2。如采用滚筒涂胶方式,施胶误差约在±20 g/m2。设备设定施胶量为170 g/m2;而采用胶线式单面施胶方式,其误差±5 g/m2。设备设定施胶量为155 g/m2。消耗胶黏剂减少近15 g/m2。
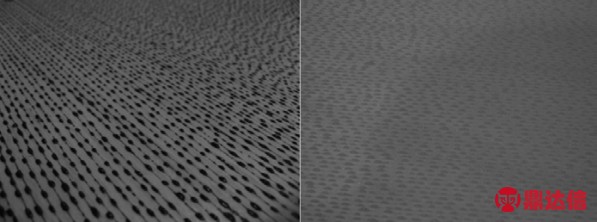
图6 涂胶效果图
Fig.6 Coating effect sketch
5 结语
涂胶组坯作为中国胶合板生产工艺中的重要环节,采用单面涂胶技术将实现省胶、减少人工、解决双面涂胶在运送过程中胶黏剂滴落对地面造成污染,达到保护环境等效果。并为实现全场设备自动化升级打下基础。
参考文献
[1]中国林产工业协会,国家林业局林产工业规划设计院.中国人造板产业报告2016[R].2016.
[2]毛秋芳,吴盛富.我国胶合板行业现状分析[J].中国人造板,2015(2):1-5.


