

能装又能拆的模块化组合式夹具设计
模块化组合式夹具是在机床夹具零部件标准化基础上发展起来的一种新型工艺装备系统。其工作原理类似于“搭积木”,由一套结构、尺寸已经标准化、系列化,具有完全互换功能的通用元件和组合件,按具体零件的加工要求在较短的时间内组装而成。使用完毕,又可拆卸成单个元件,入库存放,待再次组装新的夹具。因此,组合夹具就是一种以组装代替设计和制造,零、部件可以多次重复使用的柔性专用夹具。现已应用于航空航天、兵器、汽车、铁路、机械等行业。夹具侠今天为大家分享一篇文章,就精密组合夹具特点及在具体产品生产中的应用做详细介绍。
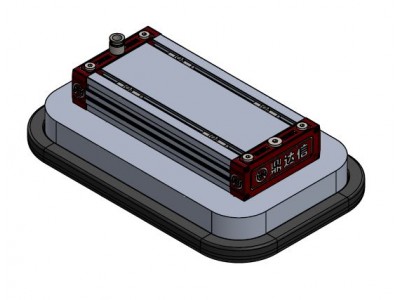
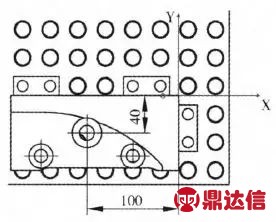 图1 组合夹具示意图
图1 组合夹具示意图
一、精密组合夹具
1.1 结构与特点
本文所述精密组合夹具不同于以往的槽系与孔系组合夹具,而是综合了槽系易调整与孔系定位准确的优点,既具备孔系组合夹具的刚性定位能力,又具备槽系组合夹具的柔性调整功能,如下图。
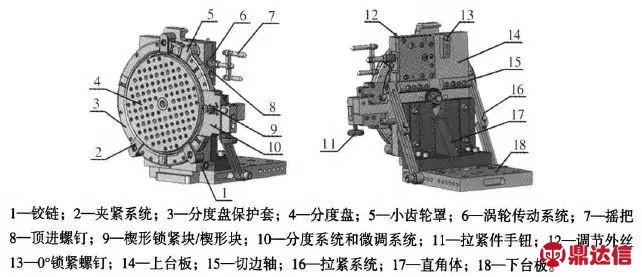 图2 组合夹具结构图
图2 组合夹具结构图
该机构的原理是将夹具在一块坐标孔有序排列,并与机床主轴坐标对应的基础板上,通过若干标准元件的组合,完成三维空间0.01 mm级精度的有级调装,来满足对异型零件的定位要求,再通过螺栓、压板或气动、液压元件将被加工零件固定。
组合夹具主要有以下特点:
①具有较高的柔性,组成元件可以通过组装、使用。分解~再组装循环使用。即便产品换型后,原模块式组合夹具仍可以调整后继续使用。每套精密组合夹具有20多项较为典型结构,可完成90%的夹具功能,满足现代数控机床的加工需求,也能在普通机床使用,从而形成异形柔性生产模式。
②工艺响应速度快,模块化组合式多用夹具属于柔性工装。传统专用夹具的设计、制造及生产准备周期一般要1~2个月,甚至更长时间,而采用可循环使用的组合夹具,夹具生产准备周期缩短至1~2h。尤其对角度、复合角度、非标空间角度的响应速度,比传统专用工装夹具快了不少。
③调整精度高,利用精密组合夹具通过可调位移块进行平面位移尺寸0.01 mm的位移调整和刚性定位;利用回转工作台使用范围是0-3600内进行lOs级精度的角度调整。在加工过程中,只需找正基础板,通过定位销即可在基础板上快速装夹定位各种工件。
二、精密组合夹具的应用
目前,许多企业的某项目涉及到的零件种类繁多,结构复杂,并且有相当大一部分异形件,且又无法形成真正的大批量生产,而采用传统的专用工装夹具虽然可以保证加工质量,但夹具准备周期长、成本高。我们以各类异形件生产过程作为案例,看看在此项目的生产时引入模块化组合式多夹具所带来的的变化。
2.1 杠杆类零件上的应用
杠杆类零件属于异形件,形状复杂,体积小,易变形,装夹困难。某杠杆(见图2)的工艺路线:钥丝切割两次,厚度及外形轮廓符图—立加加工X20mmH8孔、X16mmH8孔符图,花键内孔预钻孔,X60~外圆、X38~外圆清根—卧加铣主视图槽两斜面符图—慢丝割内花键符图。
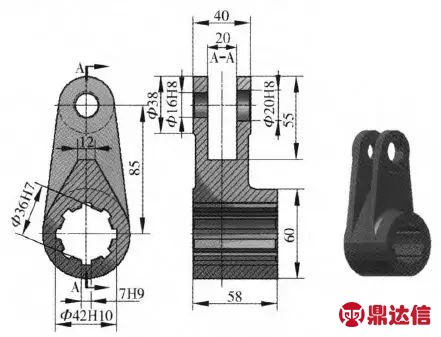 图3 杠杆异形件简图
图3 杠杆异形件简图
生产过程中分别在立式加工中心与卧式加工中心进行切削加工,而且所加工部位不同。可知该杠杆在两种加工中心里的装夹方式相同,均是将杠杆底面贴靠在组合夹具的工作台面定水平,用两定位挡块将杠杆其余自由度全部限制,上方加压板,使杠杆完全定位。机床、组合夹具与杠杆的坐标关系见下图。
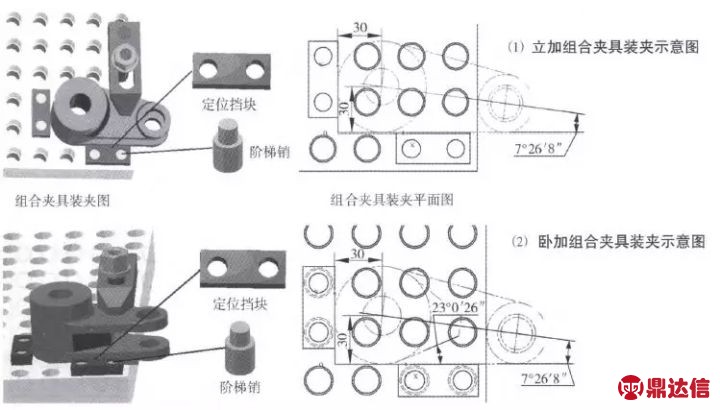 图4 装夹示意图
图4 装夹示意图
由图分析可得:由两挡块确定坐标原点,此原点也可作为机床坐标原点,又由于该杠杆已经在组合夹具上完全定位,所以以此点为坐标原点加工时,只需技术人员给出所需角度与X, Y轴坐标即可。此种装夹方式可以使操作者不用找正对刀,且相同杠杆直接靠紧两挡块定位后,压紧压板,通过已知坐标原点加工即可,无需重新找正、对刀。可见,该组合夹具的应用提高该杠杆的加工效率。
2.2 凸轮类零件上的应用
凸轮是一个具有曲线轮廓的构件,通长做连续等速转动、摆动或移动。由于凸轮类零件与机构中的从动件有相对运动,所以一般对凸轮的曲线轮廓加工精度的要求都比较严格,尤其对表面粗糙度要求更高。
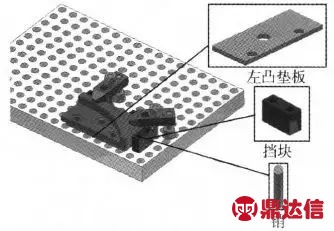 图5 凸轮简图
图5 凸轮简图
上图凸轮工艺路线:普铣成六面体,单边留量3mm,厚度留量0.2mm—磨厚度尺寸30mm—立加(组合夹具)铣主视图凹槽,A向尺寸7~槽,2.5mm尺寸左侧面符图,预钻φ17mmH7孔至φ12mm,其余孔及止口—慢丝割外轮廓,φ17mmH7孔。
该零件在立式加工中心用组合夹具装夹,零件的下面垫有专用垫板,以保证加工通孔时有足够的空刀行程,两垂直面靠紧三个定位挡块,上方加压板,六个自由度被完全限制,零件完全定位。
图6 立加装夹示意图
在装夹平面图给出夹具坐标原点与工件的主要加工孔的距离,将机床坐标、组合夹具坐标与零件坐标联系起来,加工时省略对刀过程,且相同零件加工不再需要重复找正、对刀。如此了提高凸轮的生产效率,并且一定程度上保证了质量的稳定性,以及每一批零件的互换性。
图7 立加装夹平面图
2.3 端齿类零件上的应用
端齿类零件指齿形在零件的两端或者一端,此类齿形的加工方法不同于普通齿轮由滚齿机或者插齿机加工成型,一般都是由数控铣床通过程序控制直接铣出。由于端齿类零件一般为配合传动件,所以在齿形加工中对定位精度,加工精度的要求较高。但利用组合夹具则能够方便快捷地完成加工任务,并且能够保证精度。具体实例如下:
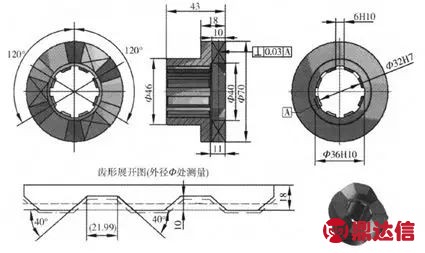 图8 半联轴器简图
图8 半联轴器简图
由图可知,该半联轴器的工艺路线为:粗车各部均单边留量3时效精车内孔单边留量0.5mm,其余外圆、端面一慢丝割内花键—立加铣端面齿。
加工该零件需要一个专用定位座,将定位座与组合夹具底座用两个圆柱销定位,工件φ46mm外圆装人定位座内孔定位,定位座中的键与半联轴器的内花键槽相配合确定半联轴器的相位,至此,半联轴器被完全定位,且坐标、定位座坐标、组合夹具坐标与机床原点坐标均联系起来,即机床坐标可以反映零件的坐标,批量加工半联轴器时可以免除零件重复找正、对刀的程序。
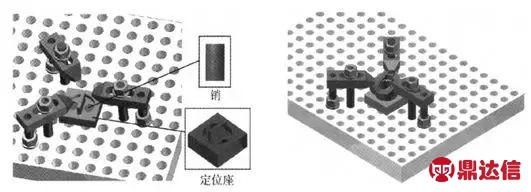 图9 立加装夹示意图
图9 立加装夹示意图
总 结
由此可见,组合夹具非常适合于中、小批量产品的生产模式,尤其适合于通用夹具(如三爪、平钳)不易装夹的异形的,有角度或复合角度加工要求的,批量生产时有重复定位精度要求的零件。且同批次零件的加工质量更加稳定可靠,能够极改善以往同一规格零件互换性差的难题。


最新创建圈子
 西门子圈 2020-02-24
圈主:admin 帖子:1
西门子圈 2020-02-24
圈主:admin 帖子:1 机加工圈 2020-02-24
圈主:admin 帖子:10
机加工圈 2020-02-24
圈主:admin 帖子:10 真空吸盘圈 2020-02-24
圈主:admin 帖子:7
真空吸盘圈 2020-02-24
圈主:admin 帖子:7 气缸技术圈 2020-02-24
圈主:admin 帖子:5
气缸技术圈 2020-02-24
圈主:admin 帖子:5 英语角圈 2020-02-24
圈主:admin 帖子:2
英语角圈 2020-02-24
圈主:admin 帖子:2


参与评论状态