
随着科技的进步,国内厂家对钢板和有色合金板材品质要求越来越高,这就给设备生产厂家提出了更高的要求。随着科研人员的不断努力,高精度六辊冷轧机、六重式矫直机的诞生解决了高品质板材轧制和矫直的问题。但垛板时如何保护板材表面的问题却一直困扰着产品生产厂家和设备制造厂家[1-2]。
一方面高质量板材表面需要保护,不能划伤,另一方面要实现板材垛板运输,板材必将经过搬运的过程,针对该问题,国内外厂家均在积极寻找解决方案。
近年来,国外相继出现多种不同形式的真空垛板设备,通过吸盘吸附,伺服电机运输,该种形式的垛板方案解决了以往在垛板过程中出现的板材表面划伤问题[3-4]。国内厂家也曾引进真空垛板设备,但价格昂贵。针对此情况,我公司技术人员通过自己努力设计研制出适合中国国情的真空吸盘码垛设备。
1 设计依据
开平线机组主要是将厚度为0.6 mm~3.0 mm,宽度为380 mm~800 mm的冷轧卷、热轧酸洗卷进行开卷、矫平、横切、堆垛、出料。该生产线配备有开卷机、矫直机、纵剪机、横切剪、皮带运输机以及垛板装置。根据用户要求,此次垛板采用真空吸盘垛板方式,要求双工位,能够实现自动控制。
1.1 来料规格
用户提供来料为卷材,经过开卷矫平横切后达到垛板要求,主要规格:宽度范围为380 mm~800 mm;厚度范围为0.6 mm~3.0 mm;定尺长度为500 mm~2300 mm;纵剪条数为2条;板材速度为40 m/min可调;板垛重量为5吨/垛。
1.2 功能要求
用户要求垛板装置为真空吸盘式,出料辊道与皮带运输机相连,左右两个垛板工位,出料台车2套,4个出料位,码垛效率不低于10张/min。
2 设计结构
2.1 设备设计方案
根据用户要求,设计人员通过多次讨论形成最终设计方案。该设备主要包括出料辊道、对中装置、升降台、横移垛板装置、出料集料台车、真空气动系统六部分组成。真空吸盘码垛装置结构如图1所示。
2.2 结构
2.2.1 出料辊道
出料辊道由11根钢辊组成,辊距为240 mm,链条集中传动,在出料辊道端部设有缓冲挡板机构,通过光电传感器实现对电机启停送料精确控制。
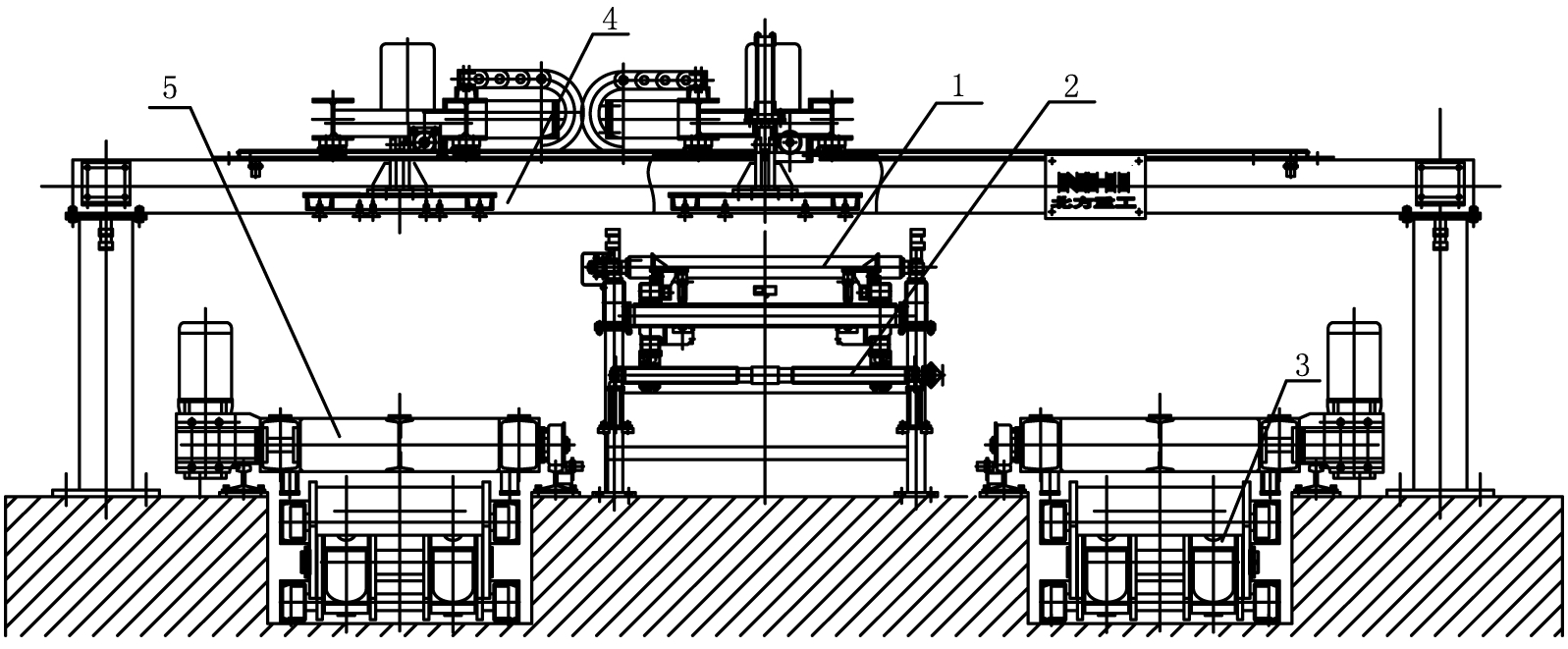
1—出料辊道 2—对中装置 3—升降台 4—横移垛板装置 5—出料集料台车 6—真空气动系统(未标注)
图1 真空吸盘码垛装置结构图
Figure 1 The structure of vacuum chuck stacking device
主要技术参数:辊道规格为∅80 mm×1020 mm;辊道辊距为240 mm;辊道速度为55 m/min(变频可调);辊道电机功率为0.55 kW。
2.2.2 对中装置
对中装置由两组对中机构组成,每组对中机构分别由丝杠螺母传动、气缸拍板、电机通过锥齿轮传动。对中开口横梁设有位移传感器,实时显示对中装置开口度。
主要技术参数:对中行程为280 mm~850 mm; 对中速度为33 mm/s(电磁制动)。
2.2.3 升降台
此设备设计有升降台共两组,分别位于出料辊道两侧,升降台整体为焊接斜插臂结构,通过液压缸实现升降动作,最大升降行程为600 mm。
主要技术参数:起升重量为8 t;升降速度为30 mm/s。
2.2.4 横移垛板装置
横移垛板装置为焊接框架结构,框架上方安装有两套横移台车,每套横移台车由伺服电机驱动,台车头部设有直线导轨以及齿轮齿条,实现同步驱动。台车中部安装有液压缸,液压缸头部连接有横移台架,台架上布置有真空吸盘,台架两端设有导杆导向。
主要技术参数:横移台车行程为0~1500 mm;最大吸附重量为90 kg;横移台车速度为550 mm/s;电机功率为1.5 kW。
2.2.5 出料集料台车
出料集料台车共4台,台车车体为焊接结构,电磁制动电机驱动,车体在轨道上运动。
主要技术参数:单车最大承载为8 t;台车移动速度为48 mm/s。
2.2.6 真空气动系统
真空气动系统由真空系统和气动系统组成,均通过一套管路系统控制吸盘。气动系统直联车间气动管路,真空系统由单独的真空泵站提供。吸盘工作时通过真空泵站将管路内形成真空,为吸盘提供吸附力,到达落料位置时吸盘接通压缩空气将钢板吹落。
3 工艺流程
钢板通过皮带运输机运至出料辊道,辊道电机为变频控制,可实现与皮带运输机速度同步,钢板运至出料辊道头部,触发光电传感器,出料辊道电机停车,钢板通过出料挡板停止定位,对中装置启动,通过气缸动作实现拍板对中。横移台车动作到位,液压缸活塞杆伸出,真空吸盘吸附钢板,液压缸活塞杆缩回,钢板抬起,横移台车动作,横移台车电机通过伺服控制准确停在出料集料台车上方指定位置,液压缸活塞杆伸出,真空系统切换至气动系统,吸盘内空气将钢板吹落,液压缸活塞杆缩回,横移台车待命,至此完成一次垛板工作。升降台旁设有控制垛板高度的光电传感器,当垛板钢板每垛高50 mm,升降台自动下降50 mm实现复位,直至钢板板垛高度达600 mm时升降台下降停止,出料集料台车落至轨道上,并开出线外,钢板垛打包后由天车吊至指定位置。
4 结论
通过与国外产品实际对比发现,我公司产品结构简单实用,造价只有国外同类产品价格的五分之一左右,现已在沈阳海星公司调试完成,使用效果良好。该产品具有以下特点:
(1)出料辊道集中传动,变频调速,辊道端部设计有钢板定位缓冲装置。
(2)对中装置设气动拍板装置,可实现钢板横向定位,便于吸盘准确吸附钢板。
(3)利用液压缸实现升降台升降,通过光电传感器可以实现升降台每次准确下降50 mm,易于实现自动升降控制。
(4)横移装置中包括两套横移台车,每套横移台车上布置有4列6排共24个吸盘。横移台车由伺服电机驱动,直线导轨导向,实现准确定位,误差不超过0.5 mm。两套横移台车交叉工作,可实现每分钟垛板6次~10次。
(5)真空发生系统为整个设备的真空气动系统提供动力保障,其中所有真空管路元件要求真空和气动系统交替工作,并且相互无干扰。
参考文献:
[1] 邢宝勤.钢板堆垛过程自动化控制实践[J].宽厚板,2008(6).
[2] 陈斌堂,邹雄.钢板堆垛缺陷的分析和改进[J].工业技术,2015(8).
[3] 卢宗慧,徐星蕾.堆垛机提升机构设计[J].制造业自动化,2011(5).
[4] 李雪梅,曾德怀.真空吸盘的设计与应用[J].液压与气动,2004(3).


