
除了激光热源外, 2016年Wang等[43]利用短边收缩聚焦波导, 成功地将微波聚焦成椭圆线型体加热光斑, 实现了同时体加热切割较厚玻璃和碳化硅陶瓷片的突破性进展, 其原理和切割结果分别见图10和图11。研究指出, 短边收缩聚焦波导产生的热源为椭圆形体加热微波热源, 热源在厚度方向透过性较激光热源好, 能够对厚度方向的非透明和透明材料进行较均匀的加热。由此可知, 利用较低的温度即可产生驱动初始裂纹扩展的热应力。另外, 与其他激光热源相比, 椭圆形微波热源在加热区域将产生较长的内部压应力区, 该压应力区将使裂纹扩展过程更稳定、可控, 切割断面质量较好。
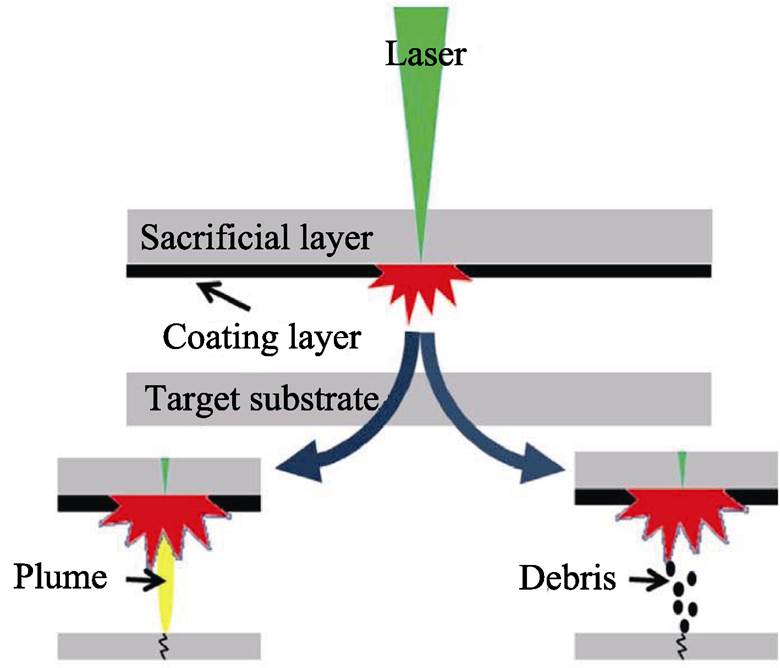
图9 激光诱导等离子体加工玻璃原理图[42]
Fig. 9 Principle diagram of laser induced plasma processing glass[42]
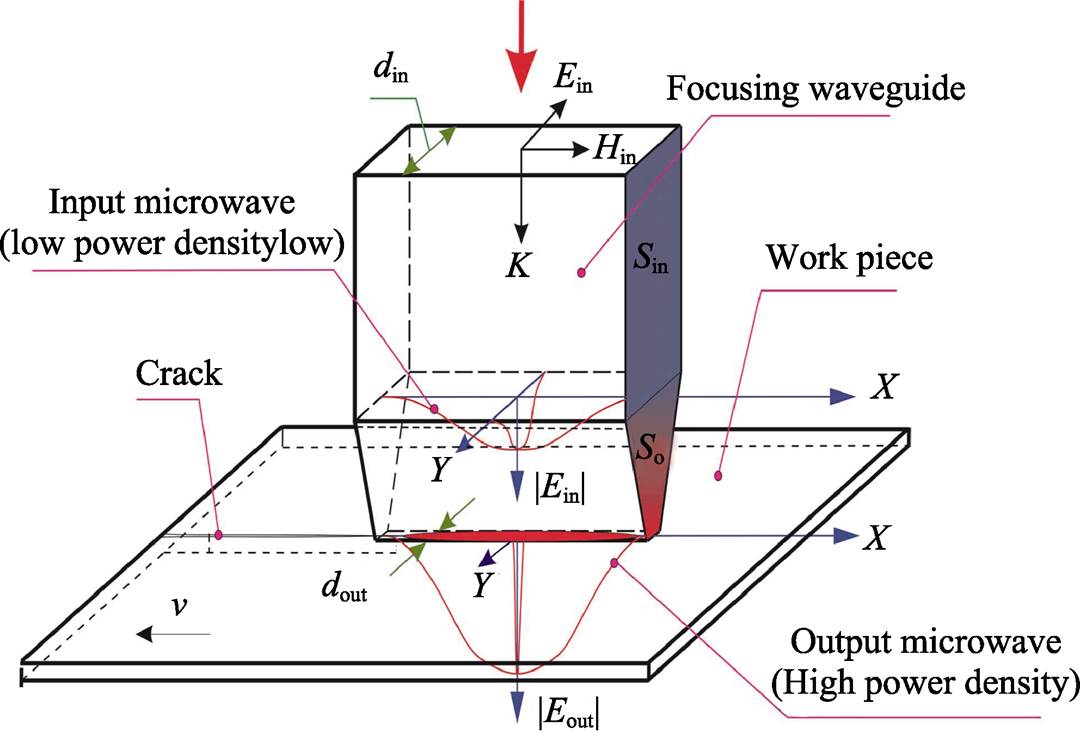
图10 微波热裂法切割实验装置图[43]
Fig. 10 Equipment for microwave induced cracking(MIC)[43]
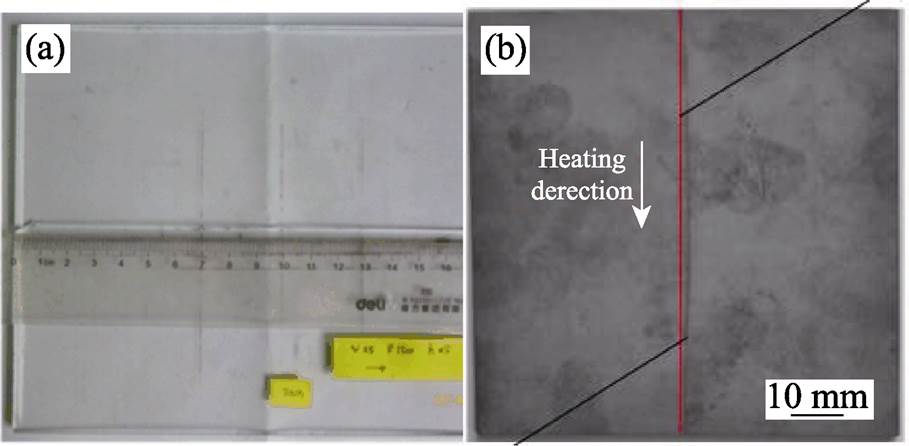
图11 微波热裂法切割玻璃及(a) SiC陶瓷片(b)的结果[43]
Fig. 11 (a) Glass and (b) SiC ceramic plates cut with MIC[43]
3 预制轨迹热裂切割
预制裂纹扩展切割又称划槽热裂切割, 主要用于液晶显示(LCD)、等离子显示(PDP)和平板显示(FPD)等玻璃的裂片加工, 特点是切割速度较快和切割轨迹精度较高。由于预制轨迹热裂切割没有轨迹偏移的现象, 因此国内外学者关注点在于如何提升切割速度、提升切割表面质量和拓展该方法的适用板材类型。
3.1 切割速度
2002年, Kang等[44]对夹层玻璃进行高速切割时, 变换了激光光束的形状(采用更长的椭圆形光斑)和冷却介质(采用液体冷却), 实现了夹层玻璃的高速切割。对于PDP的切割, 作者采用先划切再热裂两步切割的方法, 其效率要优于整体一次切割的方法, 并基于此原理研发出系列加工装置。
2009年, Tsai等[21]采用金刚石刻划加脉冲式CO2激光热裂法切割玻璃, 他们提出了在切割轨迹中部利用激光热裂法促进裂纹扩展的两种方法, 并结合槽底裂纹扩展的方式, 提出了一种双方向切割玻璃芯片的策略, 提高了切割效率。
2010年, Huang等[45]采用10 W 355 nm的Nd:YAG激光器在玻璃内部产生隐性裂纹后, 通过40 W的CO2激光器使得裂纹扩展, 完成玻璃基底的切割, 实验原理及结果见图12。2015年, Huang等[46]又将超声振动引入到Nd :YAG紫外激光与连续式CO2激光的切割系统中, 进行了LCD玻璃基板的切割研究, 结果表明超声振动的引入可以很好地提高切割速度(原有速度的三倍)。
2012年, Su等[47]将生产触摸屏板切割工艺流程分为以下四步: 抓取玻璃母板, 金刚石轮预制边缘裂纹(几个微米深度), CO2激光+冷却进行刻划, 双向交叉轨迹刻划。工艺过程如图13所示, 首先划第一方向, 全部划切成条状后再转至第二方向, 采用相同工艺进行划切; 后划先掰法LSFB(Last-Scribing- First-Breaking), 即先沿着第二方向掰开, 掰成条状后再将其沿着第一方向的划切裂缝掰开; 成品检测。Su等针对该工艺流程通过对重要参数进行识别; 实验与数据采集, 模型结构预测, 以及参数优化等手段, 不仅提高了切割效率, 更获得了较好的切割质量。
3.2 切割表面质量
2008年, KIM等[48]采用飞秒激光刻蚀代替机械方法划槽, 并用CO2激光热裂替代真空吸盘分离LCD玻璃。这种方法减小了玻璃在划刻阶段的损伤, 通过优化飞秒激光的参数, 使得所划槽的边缘没有微裂纹。实验结果表明在飞秒激光脉冲个数较少时, 由于玻璃的损伤太小, 划槽深度不够, 切割质量较差; 而当飞秒激光脉冲个数增加至六个脉冲之后, 跟随的CO2激光通过热应力分离玻璃的效果较好, 见图14。
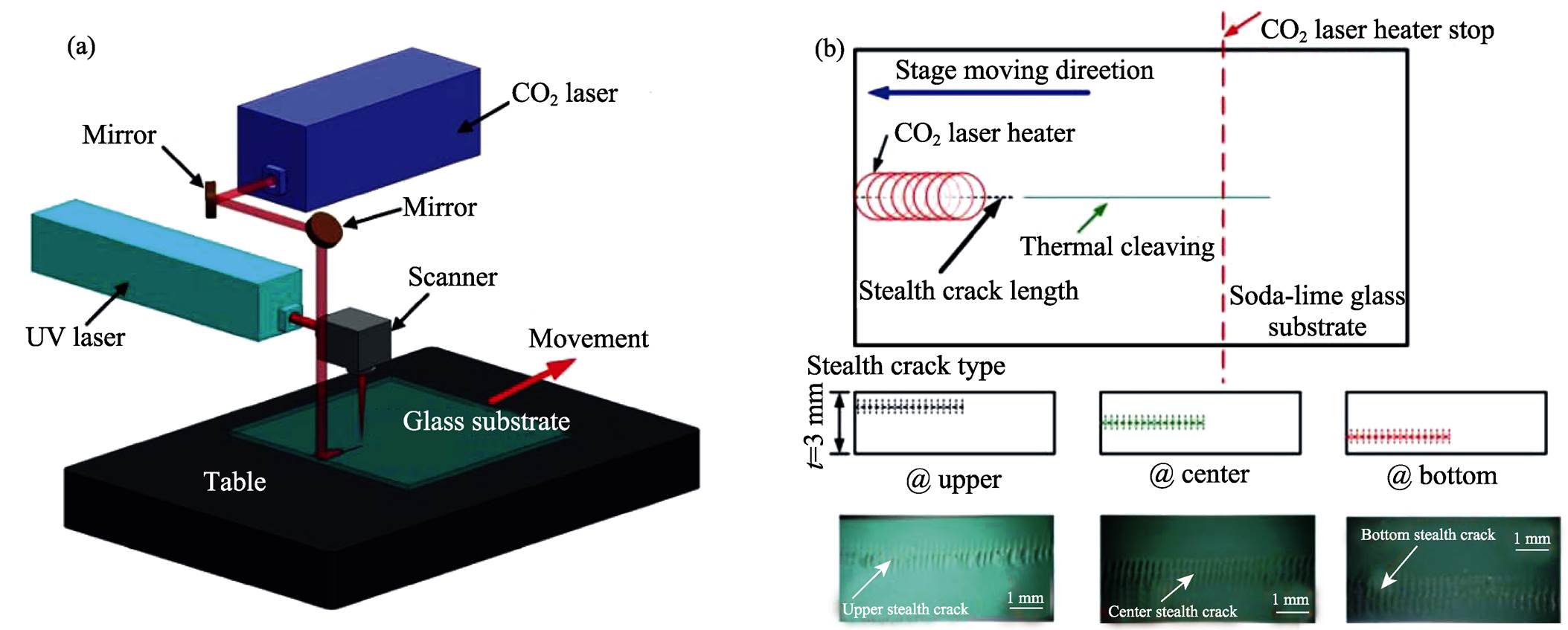
图12 隐纹产生原理及布置位置[45]
Fig. 12 Inner initial fracture induced method and its location[45]
(a) Method; (b) Location
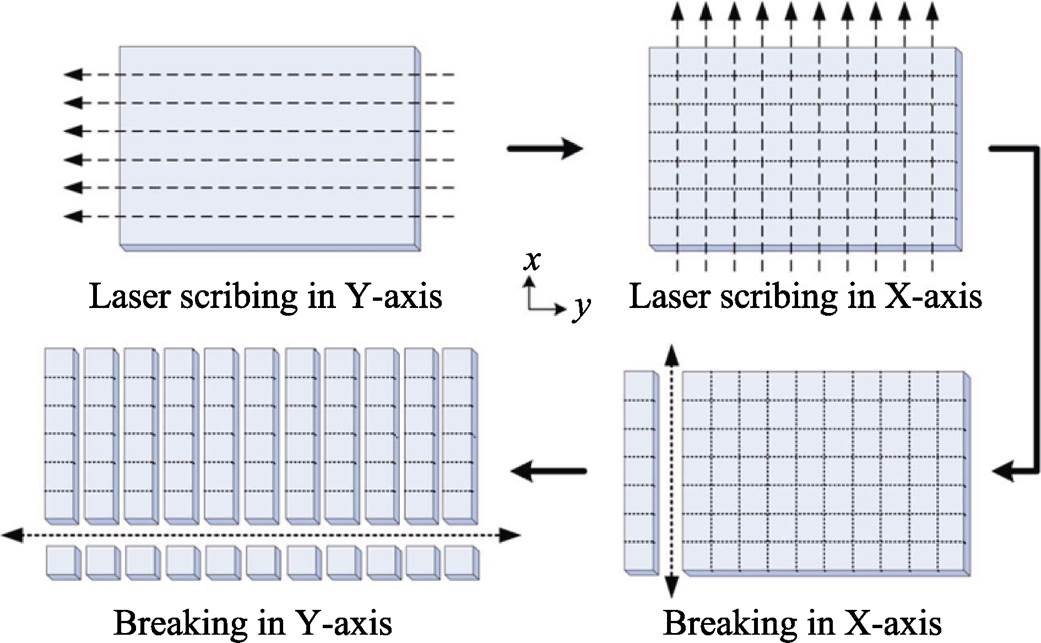
图13 预制轨迹切割法切割液晶玻璃板工艺流程[47]
Fig. 13 Process flow of splitting with PTC[47]
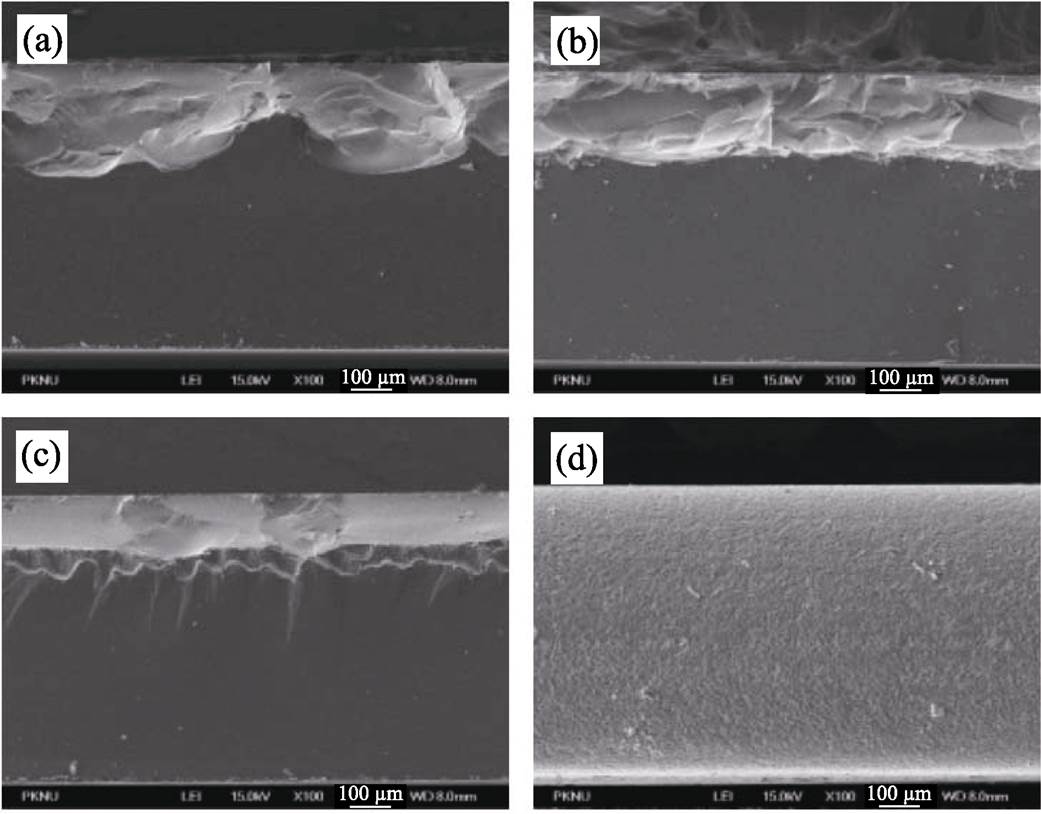
图14 飞秒划切CO2激光热裂切割玻璃截面照片[48]
Fig. 14 Cross-sectional views of femtosecond laser scribing followed by CO2 laser heating and rapid cooling[48]
(a) After one laser pass; (b) After five laser passes; (c) After six laser passes; (d) Initial crack propagation
2008年, Tsai等[21,49]利用金刚石刀具刻划并用连续式CO2激光沿划槽扫描, 使得滑槽裂纹在整个玻璃的厚度上扩展的方法切割了0.63 mm厚的LCD玻璃基板。由于金刚石刀具刻划时, 槽底裂纹的大小和方向的不确定性, 使得加工后的分离表面不垂直于平板玻璃的表面。
2011年, 汪旭煌等[50-51]针对液晶玻璃基板进行了激光热裂法切割研究, 他们提出了一种新的划槽热裂切割加工方法, 即先用YAG激光的瞬间高能量使液晶玻璃表面产生微裂纹, 然后用CO2激光作为热源对其进行加热, 并通过Ar气对其进行冷 却, 分析了激光参数与玻璃基板厚度对切割质量的影响。
4 总结与展望
热诱导裂纹扩展切割法利用毛坯原有裂纹缺陷的诱导扩展进行切割加工, 具有绿色、环保、高效等优点, 已引起国内外学者广泛而深入的研究。热诱导裂纹扩展切割法又分为非预制轨迹热裂切割和预制轨迹热裂切割。
1) 非预制轨迹热裂切割的优化目标参数为切割速度、轨迹偏移和断面质量。通过优化热源类型及其能量分布特性和施加冷却等辅助装置, 可以有效提高非预制轨迹热裂切割的切割速度, 减小轨迹偏移, 并获得较好的断面质量。
2) 相比较而言, 预制轨迹热裂切割并没有轨迹偏移的现象, 其优化目标参数为切割速度和切割断面质量。非预制轨迹热裂切割可采取弯曲应力、超声振动和冷却等措施与热裂法复合, 并采取一定的切割顺序策略, 可得到较好的切割质量, 较快的切割速度。
3) 无论非预制轨迹还是预制轨迹热裂切割, 开发多种热源形式(微波和激光)、冷却形式、应力施加方法、超声振动复合方法等关键技术, 都能够拓展该加工方法的适用材料范围(玻璃、硅片及陶瓷), 获得较快的切割速度、较好的加工质量, 是热裂法切割加工的发展趋势。随着该方法的不断完善, 必将在绿色加工领域发挥更大的作用。


