
高速铣削(HSM 或HSC):通常指高主轴转速和高进给速度下的立铣,是二十世纪九十年代迅速走向实际应用的先进加工技术,国际上在航空航天制造业、模具加工业、汽车零件加工以及精密零件加工等得到广泛的应用。高速铣削可用于铝合金、铜等易切削金属和淬火钢、钛合金、高温合金等难加工材料,以及碳纤维塑料等非金属材料的加工。
12月4日是国家宪法日,也是全国法制宣传日。当天,七师一二三团司法所组织车排子垦区公、检、法、司及相关单位在该团金色时代广场联合举办了以“尊崇宪法、学习宪法、遵守宪法、维护宪法、运用宪法”为主题的国家宪法日集中宣传活动。
高速铣削一般采用高的铣削速度,适当的进给量,小的径向和轴向铣削深度,铣削时,大量的铣削热被切屑带走,因此,工件的表面温度较低,因而产生的应力变形及热变形非常小。高速铣削较小的铣销力有利于加工薄壁工件。
真空产生技术:真空发生器的工作原理是利用喷管高速喷射压缩空气,在喷管出口形成射流,产生卷吸流动。在卷吸作用下,使得喷管出口周围的空气不断地被抽吸走,吸附腔内的压力降至大气压以下,形成一定真空度。这使得在有压缩空气的地方,或在一个气动系统中同时需要正负压的地方获得负压变得十分容易和方便。真空发生器广泛应用在工业自动化中机械,电子,包装,印刷,塑料及机器人等领域。真空发生器的传统用途是吸盘配合,进行各种物料的吸附,搬运。
药物作用24 h后收集各组细胞培养液,按照Human Aβ1-42ELISA试剂盒说明书操作。加入待测样本和标准品每孔100 μL(设重复孔), 覆上板贴,37 ℃温育2 h;弃液,甩干,不洗涤;每孔加入生物素标记抗体工作液100 μL,覆上新板贴,37 ℃温育1 h;弃液,甩干,洗板3次;每孔加入辣根过氧化物酶标记亲和素抗体工作液100 μL,覆上新板贴,37 ℃温育1 h;弃液,甩干,洗板3次;加入底物溶液90 μL,37 ℃避光显色30 min;加入终止溶液50 μL,终止反应;酶标仪在450 nm处记录吸光度值,绘制曲线,计算Aβ1-42浓度。
结合我所的加工项目,将以上两种加工技术进行综合运用,使改装后的高速铣机床具备了工件的真空吸附压紧功能,在薄盘类工件的加工中可进一步减小材料的应力形变。
1 真空吸盘系统方案设计
1.1 气路及真空管路方案设计
原进气气路为一路(内径φ16 mm,压力0.85 MPa)接入机床气源控制系统,调压为0.68 MPa。现改为进气气路通过一个三通转为两路:一路(内径φ16 mm,压力0.85 MPa)接入机床气源控制系统,调压为0.68 MPa,一路(内径φ10 mm,压力0.85 MPa)接入真空发生器气源控制系统,设计调压为0.6 MPa,后接入真空发生器,接出后(内径φ10 mm)进入机床线路管夹,通过摆台转接入(内径φ4 mm)转台上订做的真空气路3R 基准底座。
1.2 真空发生器的确定及与机床控制系统的匹配设计
真空发生器选用Piab 的P5010.00.AS.06.AA Xi40 -A2x1 型,如图1 所示。具体规格如表1 所示。
表1
机床控制系统为Heidenhain iTNC530,通过采用M 功能控制真空发生器的开关(同时配合开关门动作)实现真空吸盘的吸合。
从表3可以看出,在语法可接受度判断中,三组被试都判断不合语法句子的可接受度低于合语法的句子,并且通过成对样本T检测可以看出,对合语法和不合语法句子的判断差异都是显著的。我们进一步通过重复测量方差分析(RM ANOVA)发现:组别因素对被试判断句子是否合语法并没有显著影响(F(2,62)=0.537,p=0.587,>0.05)。
1.3 真空吸盘的设计
根据所加工的零件设计吸盘布局及确定吸孔位置,但由于形位精度要求高且重复定位精度≤0.002 mm,且机床工作台接口为3R 的Macro Magnum156,故采用与自动夹持系统制造商瑞典system 3R 合作完成真空吸盘制造的方案。
2 链接调试
2.1 进气气压、机床气压、产生真空气压的三者匹配调试
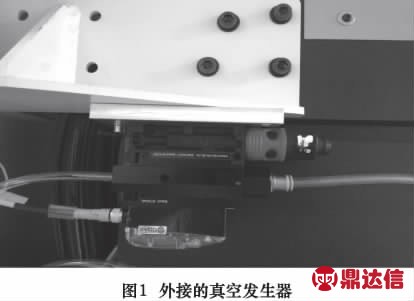
由于气压站、机床及真空系统三者管道气压均不相同,故采用两套气源调压装置根据设计方案进行不同的系统气压调节。为了兼顾多台设备的用气需求,进气气压稳定为0.9 MPa;机床换刀机构要求最小气压不得低于0.6 MPa,机床气源气压通过调节装置稳定为0.68 MPa;如图2 所示,当所加工零件真空压紧时,根据真空发生器显示的真空度来手动调节真空气源压力(初始气压必须低于0.45 MPa,由小到大进行调节),如图3 所示;通过调节真空气源压力可增减真空度,实现加工工件压紧力的大小变化。
2.2 主机C 轴功能和真空功能的联动调试
改造的目的是在不改变主机五轴功能的同时实现真空压紧功能。如图4 所示,特别是旋转轴C 轴与定制的基准工作台(定制90856 -含真空气路)的外接刚性真空气路的功能联动干涉调试。
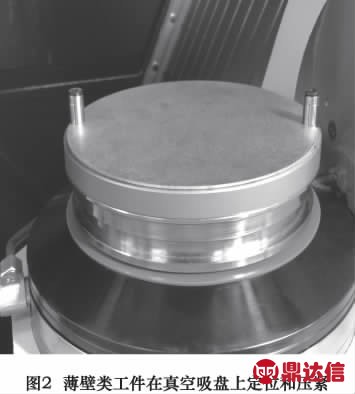

真空气路连接好测试真空后,必须首先在手动状态下用手轮旋转C 轴,无干涉情况下在MDI 界面下用不同转速测试C 轴。
2.3 主机控制系统编程控制真空发生器的调试
根据机床电路控制手册及真空发生器用户手册中关于电信号控制部分,将电缆如图5 所示接入机床电路控制箱,通过操作面板MOD 键接入内部参数修改,开通用户M78、M79 功能,对应真空发生器的开与关。
比较 PAC吸附和 Fenton试剂降解对 HHCB与AHTN的去除效果可以发现,在适宜的条件下,Fenton试剂比PAC吸附对HHCB与AHTN的去除效果更好,但Fenton试剂反应受pH值的影响更大。
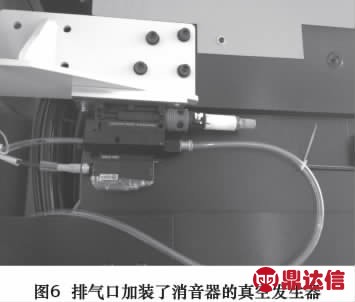
2.4 降噪调试

该型真空发生器(具有减噪功能)工作时噪声值为76 dB,如果对噪声有较高要求,可如图6 所示,减低至65 dB。
其次,政策的系统性和配套性增强。任何一个政策都不是孤立存在的,纵观四十年来养老服务政策的出台,发现养老服务政策的系统性越来越强,通常是围绕一个主题的政策会有一系列的《意见》《通知》作为支撑和配套,形成一个文件群,以文件的形式将宏观导向、发展思路、具体规定和实际做法制度化,既保证了政策的连贯性和延续性,也推动了宏观政策的具体实施和落地见效,增强了政策制度的针对性、协调性、系统性。
3 加工试用
工件图纸如图7 所示,材料:TU1(无氧铜)。
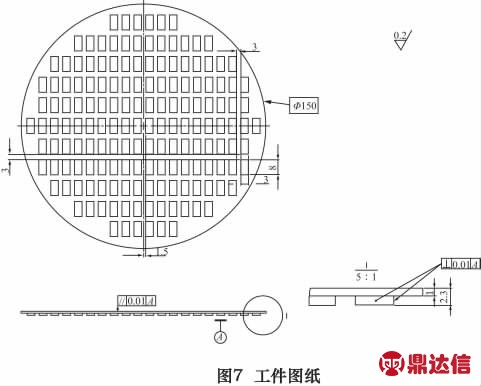
该工件为较为典型的薄壁类加工工件,保证图纸所要求的形位公差等要求。工艺上该工件应进行粗加工→热处理→半精加工→精加工的工艺流程。由于是在HSM400U—LP 高速铣加工中心上完成该工件的全部加工工作,结合高速铣削的特点,半精加和精加工可合并成一个步骤,即:粗加工→热处理→精加工的工艺流程。
如图8 所示,当粗加工时真空度调整为80 kPa,切削三要素分别为:转速21 000 r/min;切深0.35 mm;进给500 mm/min。可利用“OSS 操作者智能辅助专家系统”选择速度优先,进一步提高材料切削去除率。

半精加工、精加工时真空度调整为75 kPa,切削三要素为:转速30 000 r/min;切深0.05 mm;进给300 mm/min。利用“OSS 操作者智能辅助专家系统”选择表面粗糙度优先,进一步提高产品表面质量。
4 结语
该机床的真空吸盘系统是一套相对独立的内置式系统,不用真空吸附压紧功能时,与3R 标准Macro Magnum156 工作台系统没有区别;使用时,传统的工件两面夹紧或压紧方式变为一面真空吸附压紧方式,压力均匀,减小工具装夹及加工后材料的应力形变。该系统的设计投入使用,不仅满足生产需要,还保证了加工质量,提高了生产效率。


