
摘 要:以LabVIEW软件为开发平台,针对罗茨真空泵振动信号的振动机理和振动特点,结合故障诊断技术,开发了一套向导式振动信号采集与分析处理系统。并采用美国NI公司USB-4431数据采集卡对某公司生产的罗茨真空泵的上泵体和齿轮箱等部位进行振动信号采集和故障分析,实践证明,软件的各项功能很好地满足了状态监测和故障诊断的要求,进而验证了该软件系统的可靠性和实用性。
关键词:LabVIEW;虚拟仪器技术;故障诊断;罗茨真空泵
引言
罗茨真空泵(以下简称“罗茨泵”)是工业生产中被广泛使用的机械设备,在企业中的生产任务繁重,目前国内使用的真空泵故障率都比较高。由于泵体内转子运转的连续性和机箱内机械结构复杂性、非线性和不确定性因素较多,其在运行过程中经常会出现振动超标的问题,机组损坏事故也时有发生,给国家和企业带来巨大损失。为了减少该类设备的故障和降低损失,需要对真空泵的运行状态进行监测和诊断分析。振动分析是工程中常用的技术手段,利用该技术可准确获取泵体上各部位的振动信号,并进行实时采集与记录,通过预先编制的故障诊断程序,可以有效排除故障隐患,防止设备故障和意外事故的发生。传统的商用化软件虽然能够对罗茨泵振动故障进行诊断,但其面向的诊断对象太广,缺乏针对性;再加上成本较高等因素的影响,在实际应用中受到了很大的制约。由此可见,开发针对罗茨泵的相应的振动故障诊断软件具有重要的现实意义和工程应用价值。
虚拟仪器技术利用其高性能的硬件模块,并结合灵活的软件编写模块能够完成各种振动测试、在线监测、故障诊断任务。本研究正是利用了虚拟仪器技术的优点,首先对罗茨泵常见振动故障进行了详细的分析;然后,对相关采集及测量所需的硬件进行了组配,并基于LabVIEW平台,开发了一套向导式振动故障诊断软件;最后,利用该软件对某公司生产的罗茨泵进行了现场测试与诊断。软件的各项功能很好地满足了故障诊断的要求,进而验证了该软件系统的可靠性和实用性。
1 罗茨泵常见振动故障及诊断方法
罗茨泵机组在高速运转情况时,其内部的机械部件会承受较大的载荷,经常会出现振动超标的情况,加速了零件的磨损,降低了使用寿命。罗茨泵的振动故障主要来源于转子、齿轮、轴承和电机的高速运转等。
罗茨泵内装有两个相反方向同步旋转的叶形转子,其转子与转子之间、转子与泵壳之间互不接触。由于加工和安装过程中的误差、使用过程中的磨损等使机组运行过程中,转子中心惯性轴偏离其旋转轴线,使转子旋转过程中产生不平衡力,容易发生转子磨碰的现象:包括转子与转子、转子与泵体和转子与侧盖的碰撞故障,另外轴的刚度不足,运行中不对中、热弯曲等的影响也会使转子发生碰摩故障。
其次,齿轮箱内两转子同步转动的同步齿轮也是故障的高发部位,除齿轮本身加工精度和装配过程中的偏心平行度差等原因,主要是啮合的齿轮对或齿轮组在传动时,由于相互的碰撞或摩擦激起齿轮体振动,产生的振动通过轴和轴承的传递作用又会产生轴承摩擦等。另外,真空泵泵体或者其他结构与转子系统旋转频率相近时产生的共振、轴承的润滑不好等都是罗茨泵的主要故障。
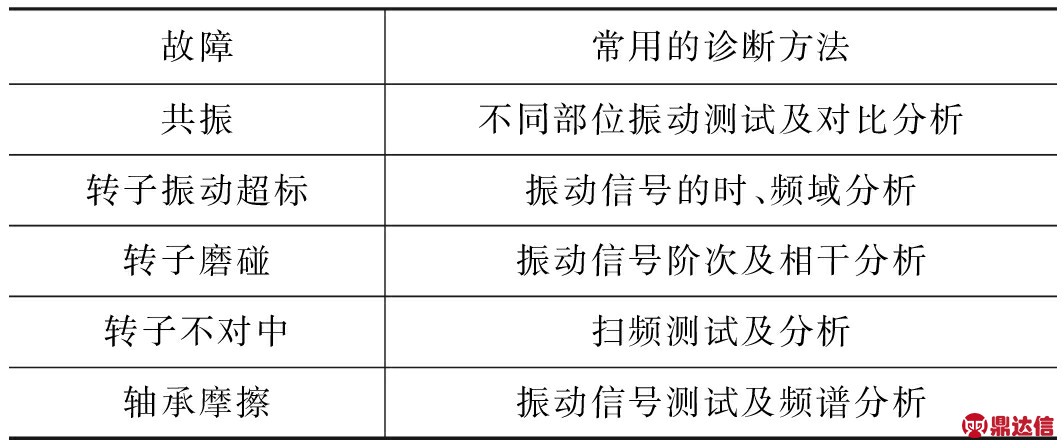
依据罗茨泵体的上述主要故障,对罗茨泵进行振动分析是最主要的故障分析与诊断的方法,采用信号采集—信号分析与处理—故障识别和判断—解决故障的流程,对罗茨泵振动信号采集并通过频谱分析等,判断泵体的故障并解决故障。表1给出了其常见的振动故障及诊断方法。
表1 罗茨泵常见振动故障和诊断方法
2 基于LabVIEW的罗茨泵故障诊断系统
2.1 故障诊断系统的硬件组配
首先,为了实现罗茨泵振动故障诊断软件系统的开发,需要组配振动监测所需的相关硬件,对振动信号进行实时采集与记录。所组配的故障诊断系统的相关硬件主要包括NI USB4431数据采集卡和B&K4508振动传感器,故障诊断系统的硬件组配如图1所示。
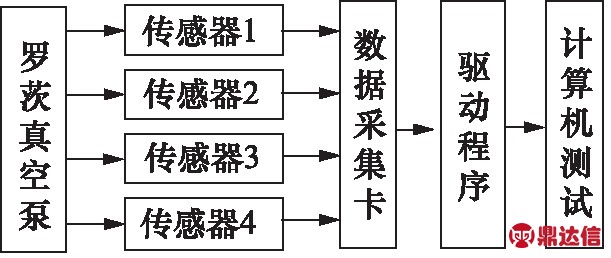
图1 故障诊断系统的硬件组配示意图
2.2 故障诊断系统软件的开发及其功能介绍
针对罗茨泵常见的振动故障,所开发的软件系统需要满足以下功能:
(1) 能根据测试要求设置不同参数,测试不同的物理量,并能保存设置参数;
(2) 能准确显示泵体各个部位振动信号,能在线示波和进行时域、频域信号分析等;
(3) 能设置不同的采集参数,对振动信号进行监视和数据保存;
(4) 对信号进行回放和后处理,提供时频域分析,例如绘制三维瀑布图、频响函数估计,相干、互相关分析等。
图2给出了故障诊断软件系统的功能图,根据向导式的开发思路,将其分为四大模块,各个功能模块可以在使用时被调用,不用时则释放内存空间。这样可以大大降低程序的复杂性,使程序运行更加流畅。四大模块分别为:
(1) 文件浏览,读取数据文件,进行信号回放和信号处理;
(2) 通道设置,对采集卡通道的参数进行设置;
(3) 信号示波,从时域和频域观察所有信号;
(4) 数据采集,在线监视并采集信号,并保存成文件。每个模块分别对应多项功能,用户可以根据测试与分析的实际需求任意地切换操作界面。
所开发的软件系统的具体功能如下:
(1) 参数多样化设置。本软件系统可以实现3种参数设置功能,通过LabVIEW中串口通信功能,实现了对系统硬件采集卡和振动传感器参数的自动监测与输入功能; 软件也能够实现对之前保存的参数设置文件进行读取,导出其中参数文件信息并且自动完成参数输入;也可完成最基本的手动输入参数。
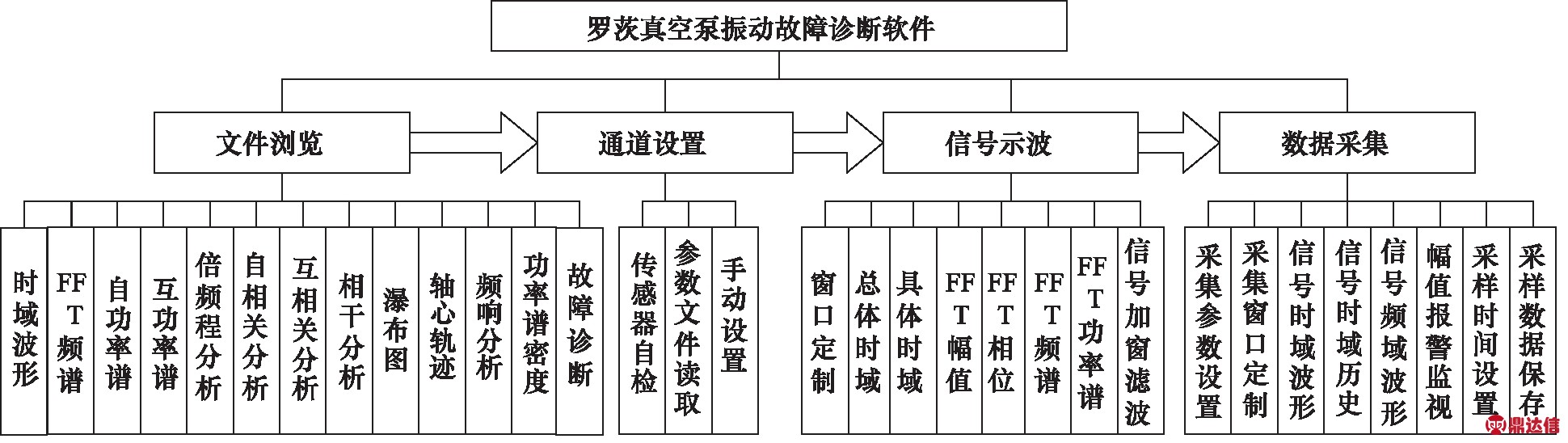
图2 故障诊断软件系统的功能图
(2) 数据采集时域和频域同时监测。软件可实现1~8个窗口定制,每个窗口可分别定义其分析功能,使程序采集时能够从时域和频域同时观察波形。采集参数设置包括分析带宽、频率分辨率等。头文件和数据写入同一文件之中,保存数据时能够将本次采集的所有设置参数和数据一起写入文本文件,每通道一个文件,并以“采集时间—测点—测试方向”来命名本通道数据。保存文本数据能够直接打开文件查看参数和数据,同时方便了后处理功能中采样率、测点等参数直接读取利用,数据采集窗口如图3所示。
(3) 基于文件浏览器的后处理功能。系统自带有Windows一样的文件浏览器,方便快速查看数据文件,通过文件浏览器列表框属性拖拽和事件结构获取拖拽功能相结合,实现从文件浏览器内把文件拖拽到窗口即可对数据文件的读取并显示,避免了每次选择文件的繁琐。可定制8个窗口一次可同时时查看8组数据。 软件有完善的后处理功能,可以对采集的数据进行多种分析功能,瀑布图、轴心轨迹、时域统计参量、倍频程等,文件浏览界面如图3所示。
(4) 窗口模式定制及窗口数据分析功能定制。基于波形图控件的运行时菜单属性,编辑相应的菜单和事件结构相结合,来定义不同的分析功能,如频谱分析、概率统计、峰值检测、收数列表、截取波形、自相关、自功率谱等,选中相应数据波形,单击鼠标右键可选择不同的数据处理分析方式,如图3所示。能够完成对一组数据的8种分析功能的同时显示,也可实现8组数据8个窗口的同时查看。
(5) 故障诊断功能。文件浏览中具有初步的故障诊断功能,通过时频域分析的结果提取信号的主要特征值,与预先给定的某种判定标准进行比较,根据实测的振值是否超出了标准给出的界限来判断泵体是否出现了故障,然后与软件故障诊断功能中储存的罗茨泵泵体各个部位的典型故障特征进行对比,则软件会根据其计算出的相似度,判断出与被测信号特征最接近的故障,并且提供解决故障的措施。
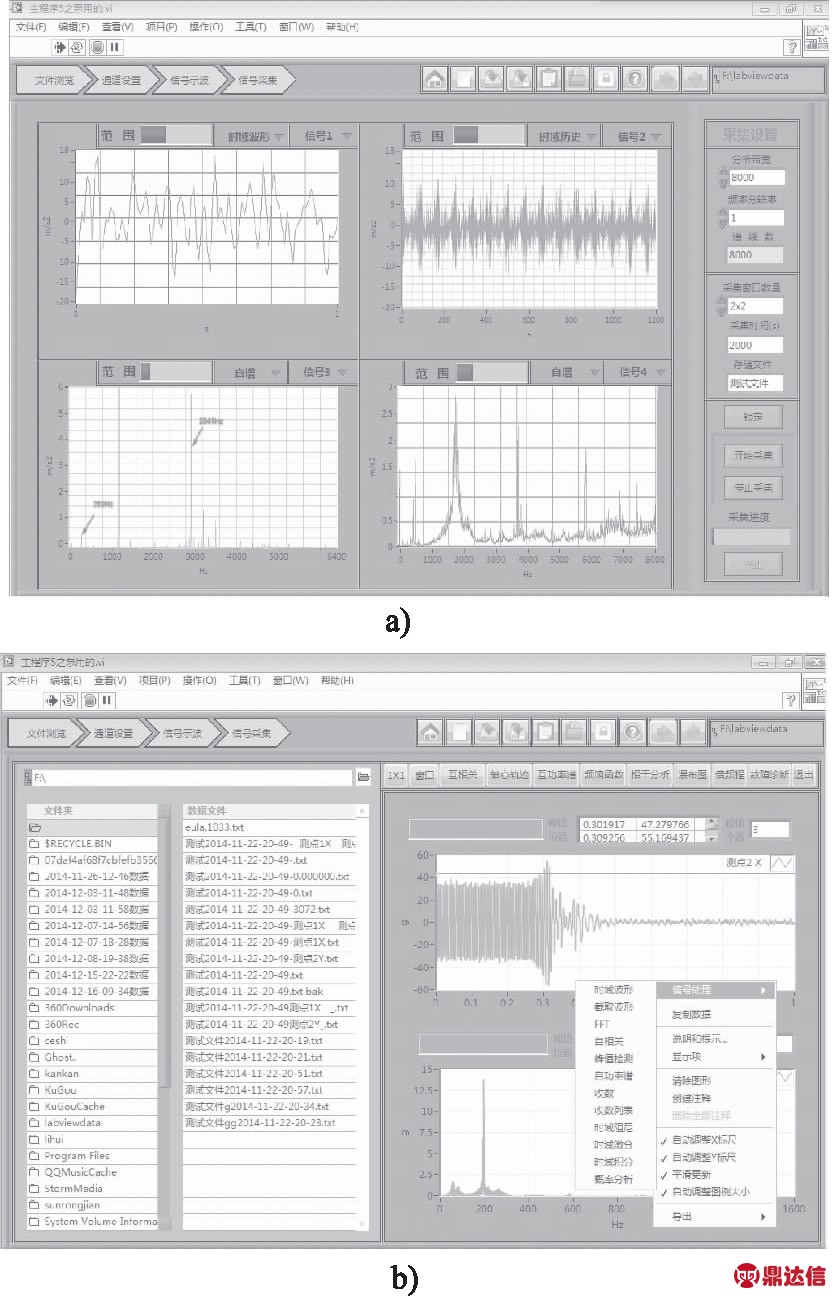
图3 软件信号采集界面和文件浏览界面示意图
3 罗茨泵振动故障诊断实例
利用所开发的罗茨泵振动故障诊断软件系统对某公司生产的有故障的真空泵进行了现场测试与故障诊断,找出了故障所在并提出了相应的改进方案。同时,根据真空泵故障前后的对比,验证了该系统的正确性和可靠性。
3.1 测试对象及测试步骤
某公司生产的罗茨泵机组如图4所示,真空泵分上泵和下泵两部分。其主要技术参数如表2所示。
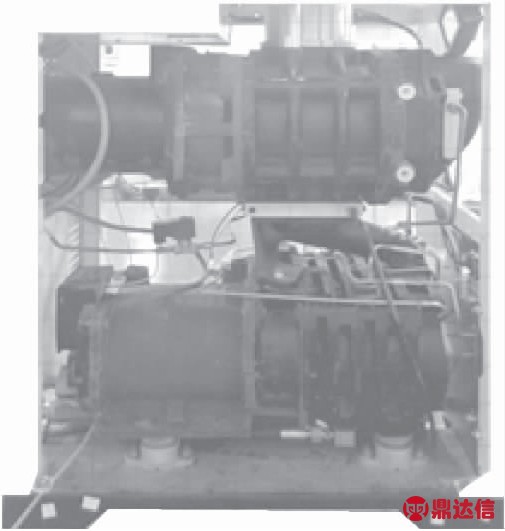
图4 罗茨真空泵示意图
表2 罗茨真空泵主要技术参数

对其进行振动故障测试时,可分为以下几个测试步骤:
(1) 首先连接测试系统,在上泵体布置测点1、测点2、测点3和测点4(如图5所示),测试方向均为—Z方向,贴好传感器;
(2) 然后在上泵4800 r/min,下泵3600 r/min,1800 m3/h抽速下(简称工况1),对真空泵进行振动测试,持续30 s,以确定泵体振动的主要位置和峰值频率;
(3) 在下泵3600 r/min(60 Hz),上泵0~6000 r/min(简称工况2)扫频,进行振动测试,确定其频带范围和振动的主要频率,并分析其频谱特征;
(4) 在下泵3600 r/min(60 Hz),对上泵进行0~6000 r/min(简称工况3)重新布置泵体测点做扫频振动测试,并对其进行频谱分析,初步确定其故障问题;
(5) 重复第二步和第三步,并对其进行静态固有频率测试(简称工况4),通过发现的问题继续布置不同的测点进行上述测试,进一步找出和确认机组故障,并提供解决办法。
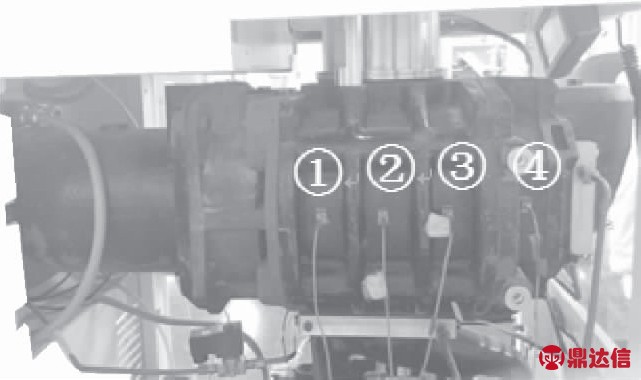
图5 上泵体测点布置示意图
3.2 测试结果及故障诊断分析
(1) 轴承故障诊断结果
在靠近被测轴承的承载区布置测点,测试轴承内圈部位,图6给出了测点21关于问题轴承(轴承型号6008/C4)在工况2下的振动频谱,根据轴承内圈故障频率特征公式(1)计算可得f为720 Hz,频谱图中内圈故障特征频率为706 Hz,由于存在丢转现象,n达不到理论的6000 r/min,两者基本吻合,可确定故障原因为内圈缺陷引起。图7为更换新轴承后的频谱图,可见振动明显减弱。
f=(D+dcosα)nZ/(120)D
(1)
式中, D为滚子中心圆直径,d为滚子直径,n为转速,Z为滚子数,a为接触角。
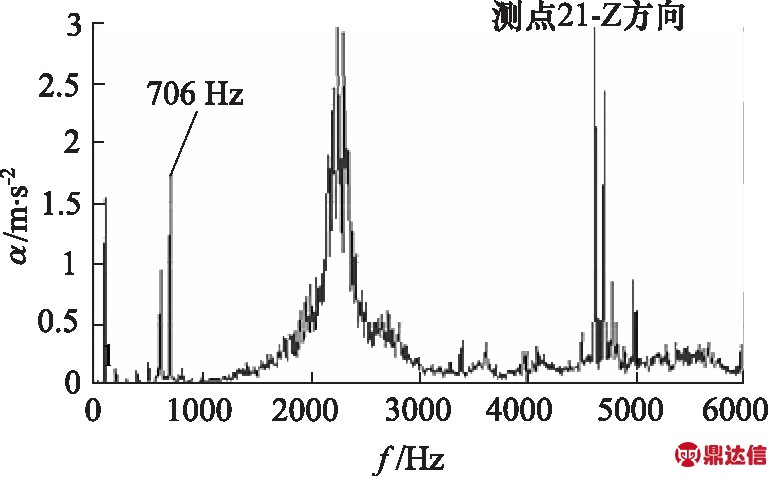
图6 工况2时测点1获得的问题轴承的频谱图
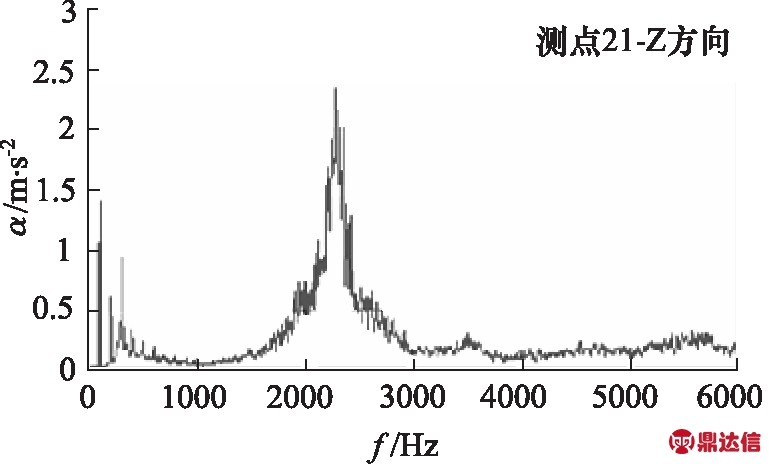
图7 工况2时测点1获得的改进后轴承的频谱图
(2) 转子不对中和共振故障诊断结果
图8给出了工况1时测试获得的振动频谱图,可得知1,2,3,4,5倍频处均有峰值,其中二倍频明显大于其他,是一倍频的三倍多,可能是存在平行不对中,初步确定一倍频是由于转子动平衡产生,二倍频是由于联轴器对中不好引起。800~900 Hz处的频率峰值可能是由于共振引起,下面进一步确认。
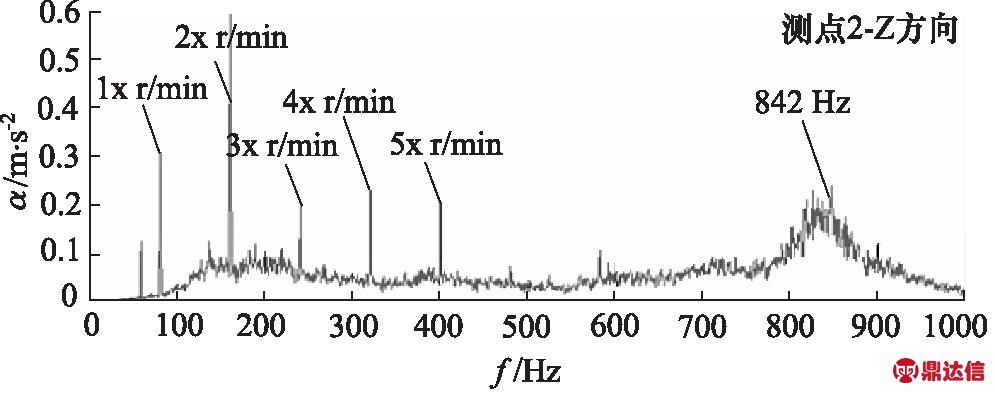
图8 工况1时测点2获得不对中和共振对应的振动频谱图
有频率测试结果。由此可以确定860 Hz左右为共振频率。
然后选取靠近齿轮箱处位置布置测点9升频至100 Hz时测试机组振动,可见在泵体850 Hz左右出现较大的共振峰值,如图9所示,图10为机组为了解决机组共振问题,在上泵与下泵连接处加一个支撑,如图11所示,从而转移了该峰值频率。增加支撑后的振动频谱如图12所示,可见共振故障消失。
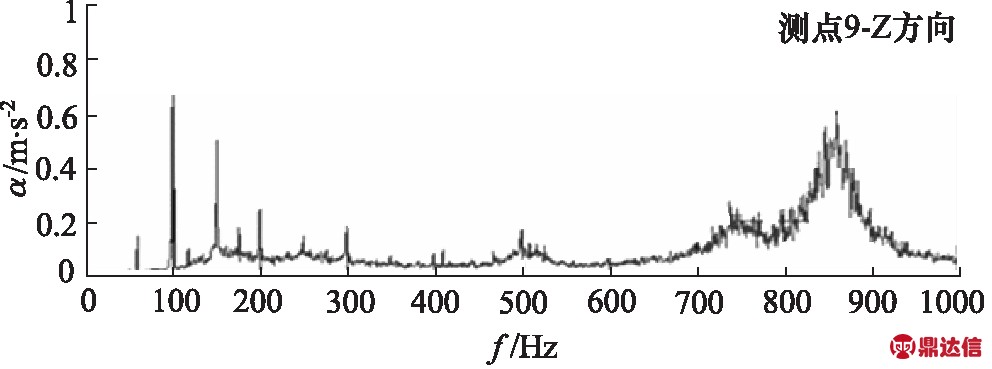
图9 工况3(100 Hz)稳定工作时测点1获得的振动频谱图

图10 工况4时获得的固有频率图
4 结论
基于LabVIEW平台开发了关于罗茨泵的一套全新的向导式工程振动监测与故障诊断系统。通过软件系统对真空泵进行了现场测试,根据测试结果确定了真空泵的故障,并提出了故障解决的措施,成功地消除了故障,从而验证了该软件的实用性和有效性,系统最大特点是多样化多参数设置,多功能数据采集与实时监测和功能强大的数据后处理功能,软件操作简单,功能完善,能够广泛地应用于各种机械设备的振动测试和故障诊断。
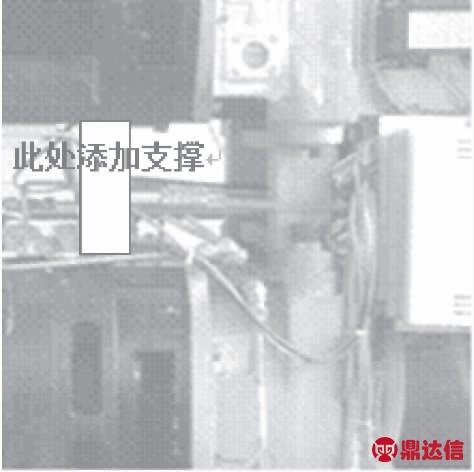
图11 泵体改进措施示意图
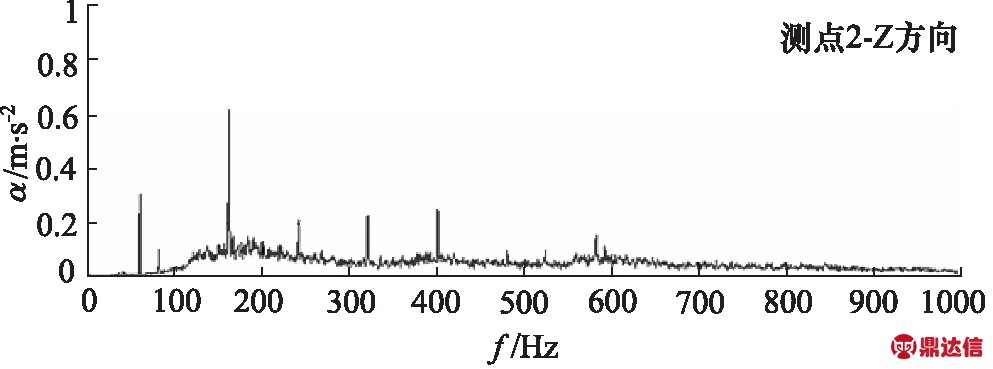
图12 增加支撑后泵体的振动频谱图


