
摘要: 针对手工装配大型液袋的阀门座生产效率低及卫生条件差等问题,本文以6-DOFs工业机器人为例,对装配液袋阀门座机械手的结构进行设计。给出了装配机器人的的设计方案,为顺利抓取阀门座并保证抓取过程中阀门座中心位置不发生偏转,对机械手爪的定心机构进行设计。同时,为了缓冲机械手在靠近阀座时的冲击力,设计了一套弹簧装置,并对主要参数进行分析计算。为了保证机械爪装配在机器人末端时能够很好的定位,在安装结构上设置凹槽,与机械人末端关节进行配合设计,通过凹槽,将机械手结构准确的安装在机器人上。该设计实现了大型液袋自动生产过程中阀门底座的自动安放,满足了厂家的工作要求,提高了生产效率。
关键词: 集装箱液袋; 机械手; 定心机构; 缓冲机构
用于长途运输食品级液料的集装箱液袋,由多层聚乙烯(PE)筒形膜料套叠,最外层套叠聚丙烯(PP)筒形编织料[1-2],两端封口后制作而成,平铺尺寸大约为8 m×4 m。两端封口前在袋的一端安装排气和进液料阀,另一端则安装一个排液料阀,阀门由阀座和阀体组成,阀座在袋内,阀体在袋外,由螺钉紧固在一起。自动套装这种液袋前,阀座要先放到支撑PE和PP筒形料的袋芯指定位置处,由于袋芯的尺寸较大,手工装配生产效率很低,并且卫生条件难以保障,且人工也很难高效地完成生产,因此采用机器人自动实现阀座的安放装配。近年来,国内外很多研究机构及学者对机械手进行研究;北京航空航天大学机器人研究所[3]研究出了一种三指机械手,对于不同形状的物体被动自适应;荷兰A.J.G.Nuttall[4]提出了一种采用平行四边形机构传动的两指机械手爪,机械手接触面可以保持垂直抓取物体,为设计形状自适应手爪的精确捏取机构奠定了基础。本文针对阀门座的结构特点,基于Pro/Engineer三维建模软件,对装配液袋阀门座机械手的末端结构进行设计。该设计实现了对机械夹爪的自动定心、夹持力大小的调整、基于机器视觉的自动定位以及阀座放置时的缓冲作用等功能,满足了厂家的工作要求,提高了生产效率。
1 设计方案
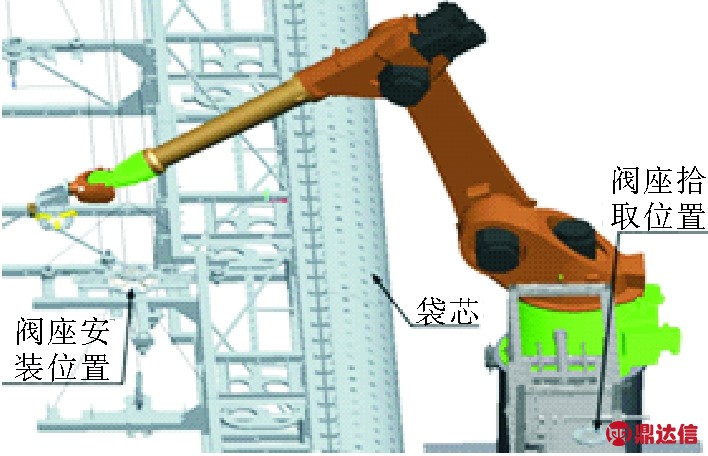
图1 阀门底座安装工位布局
装配机器人的末端可采用夹持式或吸附式[5]机械手,因阀座上没有适合吸附的平整表面,故本设计采用机械爪抓取的结构形式;为了使抓握力对等匀称,采用三爪自动定心结构;为了使抓握力的大小可调,选择气动夹爪,通过气压的调整实现抓握力的调整;采用弹簧缓冲结构,避免阀座放置于阀芯时产生硬冲击力。阀座的中心位置和其上螺孔的方向,在放置时都有特定的要求,故选用机器视觉对其方位进行引导确定。阀门底座安装工位布局如图1所示。图1中,机械手从阀座待拾取区抓取阀座,在工业机器人的带动下,将其安放于袋芯特定位置处。
机械手爪按手指运动形式可分为回转型和平移型[6]。回转型手指结构简单,制造容易,应用较广泛;平移型手指在夹持圆形工件时[6],工件的直径变化不影响其轴心的位置,因此适宜夹持直径变化范围大的工件。按夹持方式可分为内撑式和外夹式。基于本阀座的结构形态,本设计选用外夹式三爪机械手。
液袋阀门由阀体、阀座、把手组成,阀座是外直径为160 mm,厚度为27.5 mm的圆盘,液袋阀门底座如图2所示。为了保证机械手爪在抓取过程中能够抓紧阀门底座而不滑落,同时保证工件的圆心定位,最终选定抓握机械手为气动三爪平移式结构。视觉系统[7-8]确定出待抓取工位上阀座的空间位置坐标,引导机器人上的末端机械手快速移动到待抓取工件上方一定位置处。下落至指定位置并抓取阀门座,向上抬升一段距离,然后将阀门座移动到装配工位上方,下落,将阀门座准确安放于阀门底座装配工位上,机械手工作流程如图3所示。为了保证抓取工件时,工件能够稳定的被抓取同时不发生偏移,3个气爪需同步运动。为保证机械手在靠近工件抓取阀座时,能够有一定的缓冲作用,需要增加1套弹簧装置。为缓冲卡爪对液袋阀座的夹持力,在气爪夹板的表面上固定了柔性的缓冲材料。
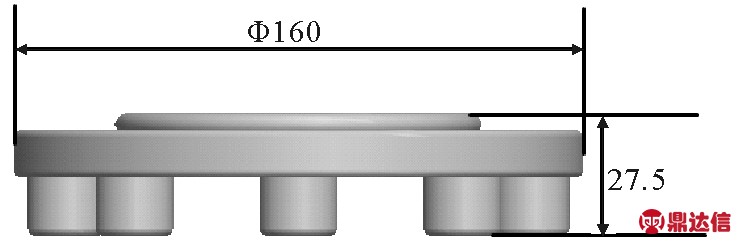
图2 液袋阀门底座
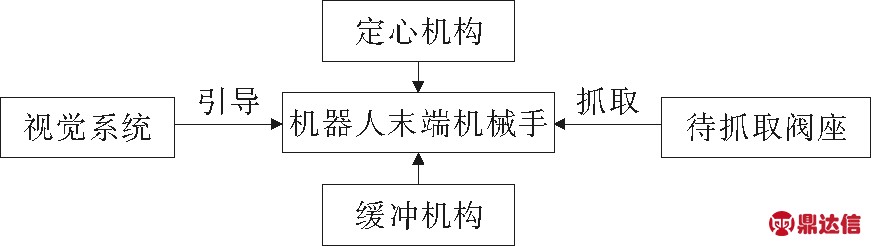
图3 机械手工作流程
2 定心机构设计
机械手爪在抓取阀门底座的过程中,三爪的张开与闭合距离要同步合适,以便顺利抓取阀座,同时确保抓取过程中阀座的中心位置不发生偏移。选择气动手爪时需要考虑工件的形状、大小、定位精度等要求,根据工件要求选择气缸的直径、气源的工作压力以及夹爪的行程,保证有足够的夹持力,使工件在移动过程中不致滑落,同时也不会损毁工件。手爪的行程不宜过大,保证开合行程在5~15 mm即可。由于圆柱型零件有特殊定位要求,可选择三爪或四爪定心式,以保证其圆心定位[9]。气爪的规格主要依照所要抓取的工件质量和夹取位置的尺寸选择[10],阀座质量约为5 kg,阀座外径为160 mm。手爪对夹紧力[11-12]为
N≥K1K2K3G
式中,K1为安全系数,通常取1.2~2;K2为工况系数,主要考虑惯性力的影响,取1.1~2.5,或按照K2=1+a/g估算(a为机械手在搬运工件过程的加速度,m/s2,g为重力加速度);K3为方位系数,根据手指与工件位置不同进行选择;G为被抓取工件的重力,N。
取K1=1.5,K2=1+a/g=1+10/9.8=2.02,K3=1/3,根据上式,将已知条件代入得
FN=K1 K2 K3 G=1.5×2.02×(1/3)×50=50.5 N
因阀座外径为160 mm,本文采用外夹方式,故设计的卡爪最小行程时的直径为160 mm,夹爪需有一定的开合行程,便于合理抓取工件。阀座在装配工位上的装配方式为夹紧机构撑开时,机械手将阀座放置于阀座安装座上,然后夹紧机构闭合夹住阀座,阀座在装配工位示意图如图4所示。由于阀座夹紧机构的行程约为30 mm,故气爪的开合行程不宜过大,否则将无法放置阀座。本文选用气立可厂家的三爪机械夹HDR3-40,由于阀座在安装位置处的结构限制,采用外夹方式。夹爪开合行程为8 mm,外径夹持力为125 N,夹持力特性如图5所示。
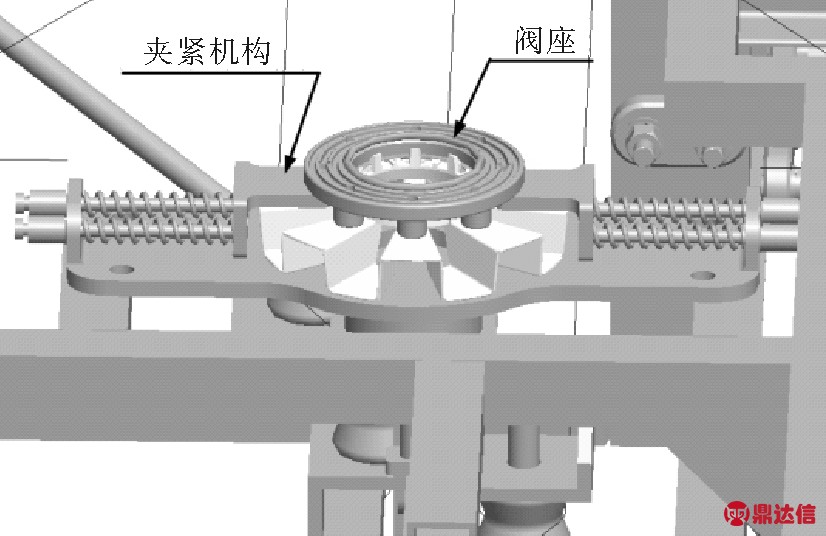
图4 阀座在装配工位示意图
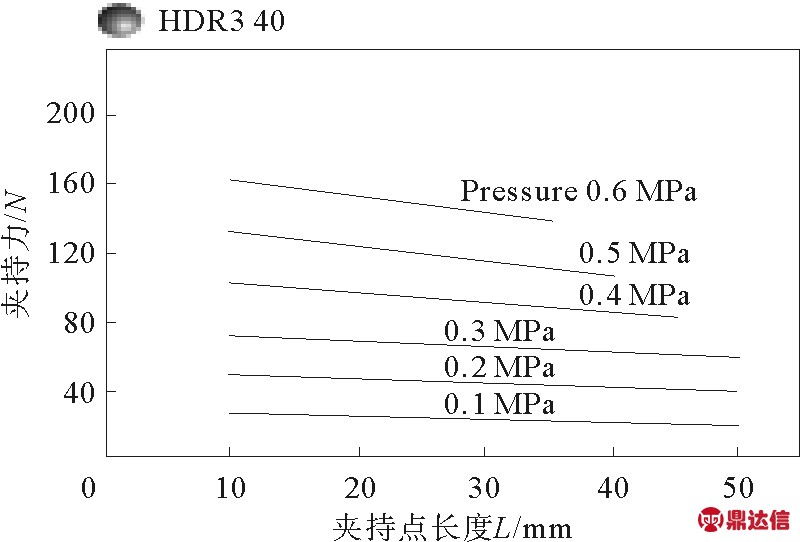
图5 夹持力特性
为了防止机械手在抓取阀座时的夹紧力过大,因此在机械手卡爪上粘有优力胶。优力胶介于塑料和橡胶之间的一种新型材料,既有塑料的刚性,又有橡胶的弹性,强度好,压缩变形小,且具有耐化学腐蚀、抗张强度、高弹性、耐高压荷重、耐磨耗强度高、吸震性强、耐撕裂、耐辐射,高强度,高承载和减震缓冲等良好性能。定心机构的抓取结构如图6所示。机器视觉捕捉到阀座安装位置处顶杆的位置中心和放置方位的照片,进而通过视觉系统对照片进行处理,确定出阀座的中心位置与放置状态,从而对阀座的安装位置进行精确定位。
通过视觉装置,捕捉到阀座安装线上顶杆圆柱端面的中心位置,从而确定出阀座的中心位置。同时将顶杆上的圆过夹紧机构的圆心均分成8份,做上标记,使该标记与阀座上的孔对齐,阀座位置确定方案如图7所示。通过视觉系统对顶杆的圆及标记进行识别和计算,从而获得阀座的安装位置及放置方位。为满足上述的要求,本文选择的视觉系统为康耐视In-Sight 8402,全球最小的五百万像素的独立视觉系统,产品分辨率为1 600×1 200,图像捕捉率为53FPS,距离阀座的安装距离可调。
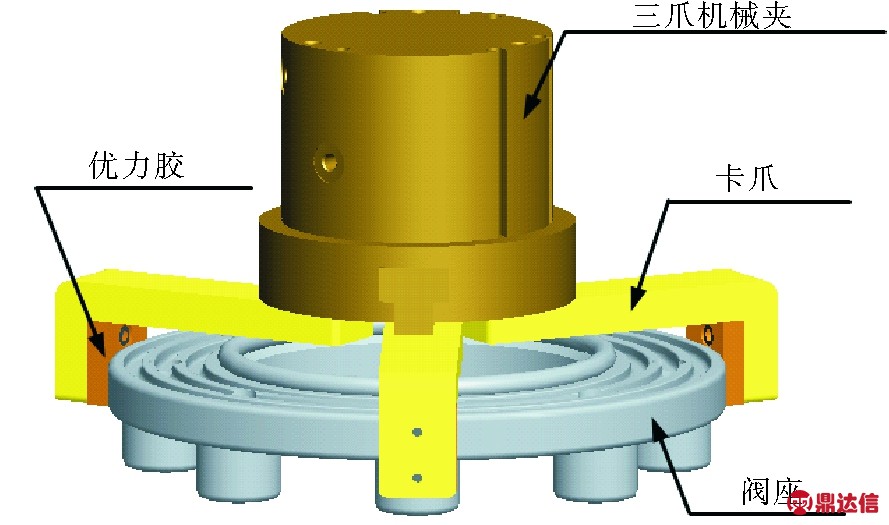
图6 定心机构的抓取结构
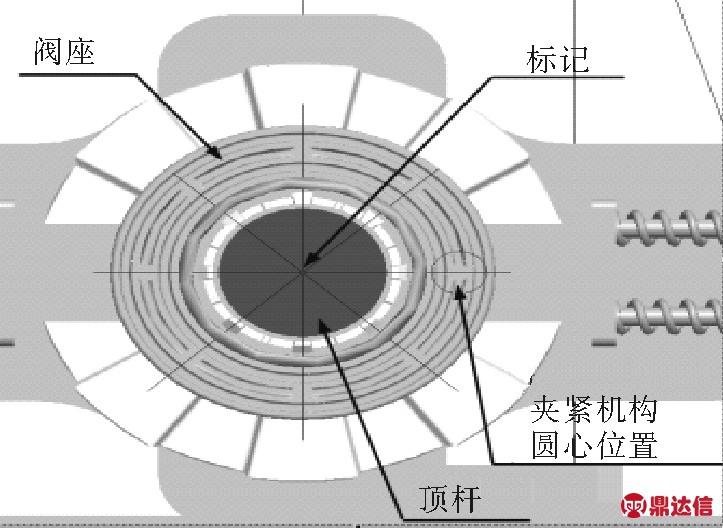
图7 阀座位置确定方案
3 缓冲机构的设计
气缸工作时会迅速达到额定压强,机械手[13]带动气爪抓取物体时将产生一定的冲击力。由于冲击力的存在,以气压作为动力源搬运脆性物体时,很难保证被抓物体的安全[14-16]。为了缓冲机械手在靠近阀座时的冲击力,本文设计了一套弹簧装置,末端机械手结构如图8所示。采用4根弹簧同时支撑,既起到很好的缓冲作用,同时又防止机构在抓取阀座时发生偏转。
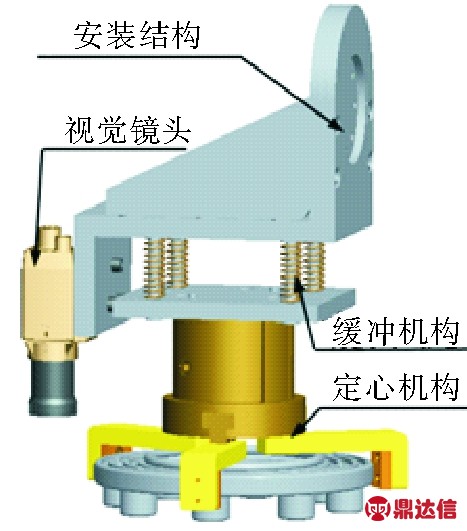
图8 末端机械手结构
阀座的材料为PVC,具有较好的机械性能,抗张强度60 MPa左右,冲击强度5~10 kN/m2。为了防止机械手靠近阀座时对阀座的冲击力过大造成破坏,通过4根弹簧起缓冲作用,每根弹簧能承受的冲击力为100 N,最大变形量为10 mm,因此选择圆柱形螺旋压缩弹簧[17-18]。
1.2.1 纳入标准 符合1999年WHO制定的2型糖尿病诊断标准[1];符合2015年美国ADA制定的DPN确诊诊断标准[1];右利手;受教育年限至少为6年;18岁≤年龄≤70岁。
1) 由于弹簧在一般载荷条件下工作,故选用第Ⅱ组碳素弹簧钢丝,并按第Ⅲ类载荷考虑。初定簧丝直径d=2 mm,查表得到许用切应力[τ]=0.5σb=0.5×1 350=675 MPa。
2) 预选弹簧指数C=6,则得曲度系数
K=![]() +
+![]() =1.252 5
=1.252 5
3) 簧丝直径为
d≥1.6![]() =1.6
=1.6![]() =1.688 mm
=1.688 mm
取d=2 mm,与初选的簧丝直径较为接近,因此初取d=2 mm是合适的。
4) 弹簧工作圈数为
n=![]() =
=![]() =9.26
=9.26
取n=9.5。此为压缩弹簧,故两端平紧、磨平,每端支承圈为1圈,故总圈数为n1=n+2=9.5+2=11.5。
5) 最后确定D=12 mm,d=2 mm,D1=D+d=12+2=14 mm,D2=D-d=12-2=10 mm。t≈d+λ/n+0.1d=3.25 mm,H0=nt+1.5d=9.5×3.25+1.5×2=33.875 mm,取H0=35 mm。
为了防止弹簧过长,受力后失去稳定性,对于两端固定的弹簧,应满足b≤5.3。本文中弹簧b=H0/D=35/12=2.92≤5.3,符合要求。为了在结构上保证弹簧的稳定性,在弹簧的中间位置加装了导杆[19]。
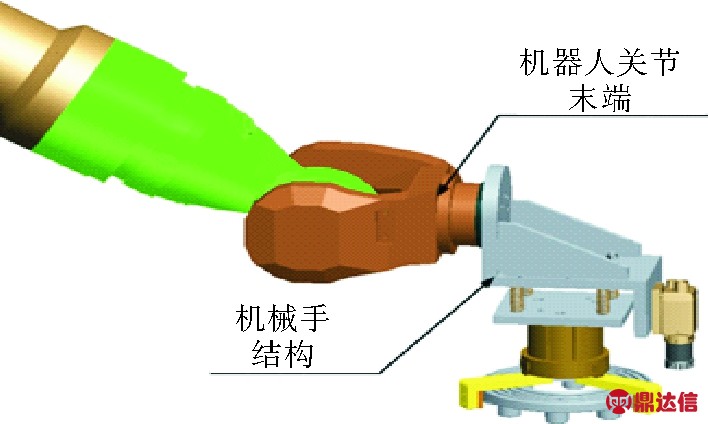
图9 机械手末端抓取结构
4 安装结构设计
本文选用6-DOFs库卡KR30-L16机器人来装配阀门座,有效负荷为16 kg,位置重复精度为0.07 mm,最大作用范围为3 102 mm,机械手末端抓取结构如图9所示。为保证机械爪装配在机器人末端时能很好的定位,在安装结构上设置凹槽与机械人末端关节进行配合设计,通过凹槽,将机械手安装结构准确安装在机器人[20]上。
5 结束语
本文主要对装配液袋阀门座机械手的末端结构进行设计。运用Pro/E三维建模软件对机械手末端抓取机构中的各个零部件进行结构设计,直观的反映了抓取机构中部件的位置关系。机器视觉系统具有引导与识别的功能,对阀座的位置进行定位;圆柱形压缩螺旋弹簧在机械夹靠近工件时起到缓冲作用;气动三爪机械夹通过气缸的压力调节控制三爪机械夹对阀座进行夹持,通过在机械夹上安装优力胶,起到吸振、缓冲的作用,这样可以避免货物因为夹不紧而导致脱落,也可以避免因为夹持力矩过大而损坏货物。本文设计的液袋阀座装配机械手,有针对性的解决厂家实际生产中的问题,为液袋阀门座智能抓取提供了理论依据,有利于厂家改进生产工艺以及提高生产效益。接下来的研究重点是在分析软件中就整套结构进行仿真分析,进一步提高结构的安全要求。


