

摘 要:轻钢龙骨是一种新型的建筑材料,广泛用于各种建筑改造、室内装修设置、顶棚等场所。龙骨吊顶具有重量轻、强度高、适应防水、防震、防尘、隔音等功效,同时还具有工期短、施工简便等优点。
关键词:轻钢龙骨;定尺飞剪机
轻钢龙骨是以优质的连续热镀锌板带为原材料,经冷弯工艺轧制,并由传送辊连续将成型的龙骨料送出至末端的定尺飞剪机,飞剪机在传送运动中将已轧制成型的连续龙骨料截断为生产要求的尺寸。
由此看出定尺飞剪机是对连续移动的成型龙骨料进行精确定长截断的设备,是整个生产线的关键设备。
1 定长飞剪机工作原理
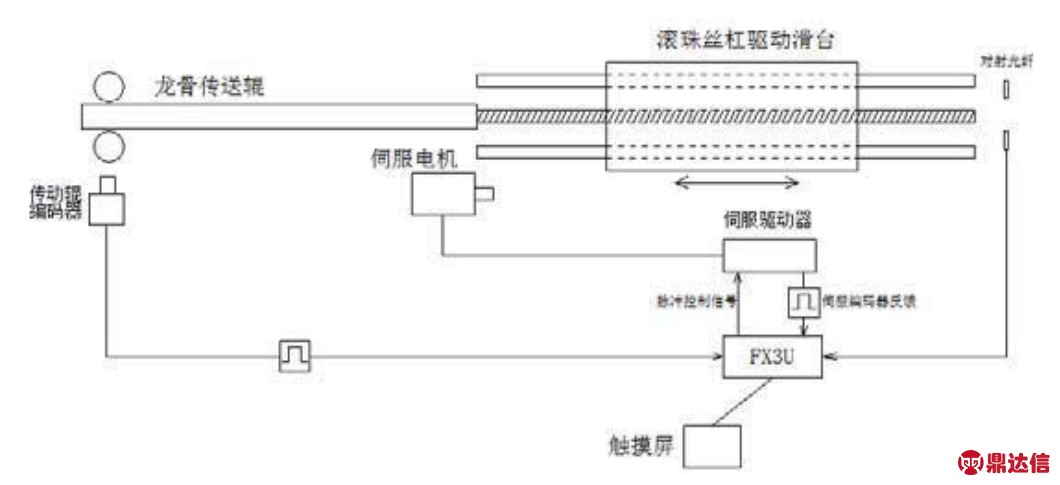
伺服飞剪机工作原理如图所示,T型龙骨出料侧传动辊由一台直流调速系统驱动,送至飞剪机系统,由飞剪机完成最后定长裁料。飞剪系统控制全部采用PLC完成。
2 飞剪系统输入检测部分
(1)出料传动侧安装增量编码器用以检测龙骨传送速度及龙骨传送位移。
(2)飞剪滑台末端附近安装日本基恩士光纤对射传感器FU-77G,用以检测龙骨出料到位,该信号用于启动传动侧编码器的高速计数器。
(3)PLC的另一路高速计数器,采集伺服驱动器的编码器分频信号,用以检测滑台从等待区启动至速度同步区所移动的距离L1。
(4)触摸屏,按钮输入及相关急停启动停止等非高速信号。
3 飞剪系统输出执行部分
(1)PLC输出脉冲信号控制伺服系统,通过滚珠丝杠结构驱动滑台追料及回程等动作。
(2)追料同步完成后,输出控制气动夹爪及气动剪,进行剪切龙骨动作等。
4 飞剪系统运行概述
飞剪系统运行时,T型龙骨随传动辊匀速出料,当飞剪末端光纤对射传感器检测到龙骨出料后,PLC启动出料棍的高速计数器,实时检测出料的位移与速度,并将位移与速度实时显示在触摸屏上,当出料位移达到程序预设值(程序计算值)时,PLC发出指令启动伺服电机,进行追踪,伺服电机的运动曲线为固定斜率(由FX3UPLC的PLS2指令给定),按程序设定追踪至与龙骨传送速度同步后,延时T0时间,待同步速度稳定后,PLC控制启动夹爪及气动剪,进行下料操作,下料完毕后,滑台高速返回初始位置,飞剪系统进入等待区,等待下一次追料启动。
5 飞剪滑台运动分析
该飞剪系统属于典型的定尺截断设备,飞剪滑台的运动可分为5个阶段,如图所示:
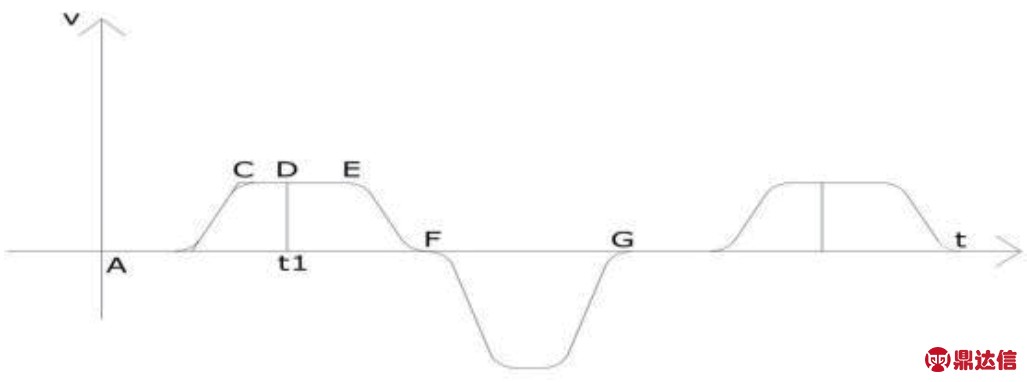
5.1 等待段
如图AB段,飞剪滑台处于静止阶段,处于零位,待对射光纤触发高速计数器后,PLC获取龙骨的伸出长度,待到达预伸长度值L1时,PLC发出指令指挥滑台按照设定运动曲线,进行追料程序,进入追踪段。
5.2 追踪段
如图BC段,飞剪滑台按照预设曲线进入追踪段,追踪段的速度速曲线,理论曲线(虚线)与实际曲线(实线)是有所偏差的。
5.3 同步剪切段
如图CE段,滑台与龙骨料进入速度同步时段,相互之间速度为零,此时可以进行切断操作,D点是同步稳定一段时间后,PLC发出切断命令的时间点,到E点切断动作完成。
从追踪段到同步剪切段D点这段时间内,PLC高速计数器计量伺服编码器分频信号,检测滑台在此段时间移动的距离,并与理论计算值进行比较,比较差值的大小用来调整下次剪切程序中龙骨预伸长度值L1的大小。此修正补偿功能只在飞剪运行的前几次使用,待误差稳定后,便可以进行屏蔽。
5.4 减速段
如如EF段,E点时剪切操作已经完成,滑台允许进入减速段。减速曲线按照PLC预设减速速率进行,停止后滑台就进入返回零点阶段。
5.5 反向回零段
为减少时间,此段采用高速返回,回到上次启动的初始位置,进入下次的等待段。
5.6 等待段预伸长度值L1的确定
如图滑台运行曲线中,由于滑台追踪段的加速曲线理论与实际肯定会有偏差,为简化程序编写设计整体难度,系统设置固定的滑台加速参数(伺服驱动PID和PLC脉冲指令加减速率等),在滑台追踪段,程序采用黑盒处理,PLC方面输出侧只发出固定加速速率指令,输入侧只检测追踪至同步段A-D点滑台移动的位移L2,由此可以看出只需通过确定等待段龙骨料预伸长度L1的值,就可以决定滑台追踪同步后的剪切点,故L1的精度大小相对决定了定尺精度的大小,根据ABC段理想曲线理论计算出L3,上次追踪同步后实际滑台运行位移L2与计算位移L3的偏差,作为本次L1的修正补偿。
6 从程序设计上提高飞剪精度的方法
本系统中使用三菱FX3U作为控制器,由于PLC不确定的扫描周期,对整体定尺精度有所影响,为提高定尺精度,对传送侧编码器检测与滑台位移编码器检测利用PLC的中断进行处理。
7 实际应用分析
实际调试中,对三菱J3系列伺服参数和PLC加速指令不断优化后,飞剪滑台运行高速平稳。带料调试运行结果表明,由于程序结构的优化,和利用对上次截断误差检测并不断补偿功能,基本在第三段截断料后,精度控制在2mm之内,这个误差与整体飞剪机机械传动结构有关,但是已经完全满足客户使用要求。


