
摘要:采用RenishawXL-80激光干涉仪检测液体静压导轨运动的直线度误差,对直线度误差和干涉测量的原理进行了探讨。并在不同环境下进行直线度误差测量,根据测量结果做出了直线运动偏差特性曲线。对测得的多组数据进行分析,消除了系统误差,进行了正态性检验,剔除了粗大误差,得出了基于t分布的表达方式并进行了t检验。检验结果表明,导轨直线度误差约为2.791μm/360mm,且在振动小、噪声小、光照弱、安静的环境下直线度误差较小,测得的数据较准确。
关键词:干涉测量;静压导轨;直线度;正态性检验;t分布
0 引言
激光干涉仪是通过激光波长溯源的原理来实现数控机床几何精度的检测,目前已成为生产实际中直线度精度检测的一项重要工具。
直线度误差的测量方法有光学测量法和接触式扫描法等[6],后者由于对基准面要求较高,且安装、测量复杂,应用较少。在ISO标准中激光干涉仪是唯一公认的,也是目前最常用的进行数控机床精度检定的仪器[7]。直线度误差评定方法主要有两端点连线法、最小二乘法和最小包容区域法[8-9]。本文针对精密机床液体静压导轨,探讨直线度误差评定的算法和激光干涉仪检测原理,采用RenishawXL-80激光干涉仪对导轨直线度误差进行检测,并对检测数据进行了分析,得出了导轨的直线度误差,并针对不同环境对测量结果的影响做出了总结。
1 直线度误差的评定与相关原理
直线度误差是被测实际直线对其理想直线的变动量,理想直线的位置应符合最小条件[10]。目前,平面内直线度误差评定的常用方法有两端点连线法、最小二乘法和最小包容区域法。两端点连线法评定误差大,在精密测量中不能采用。本文主要介绍最小二乘法和最小包容区域法。
1.1 最小二乘法
如图1所示,最小二乘中线LS是一条穿过实际被测直线S的理想直线,它所处的位置使实际被测直线上的各点至它的距离的平方和最小。以理想直线LS作为评定基准,取各点中相对于它偏离的最大值hmax与最小值hmin之差fLs作为直线度误差值。在理想直线LS上面的测点的值取正值,下面的值取负值,即直线度误差fLs=hmax-hmin。

图1 最小二乘法原理图
1.2 最小包容区域法
最小包容区域法是用二平行直线紧紧地包容实际直线,达到最小的宽度,如图2所示。两条最小包容直线必须满足最小包容原则:二平行直线与实际线呈高低相间接触状态,即“高-低-高”或“低-高-低”的形式[11]。构成最小区域的两平行直线L1、L2间的距离作为直线度误差的评定值,即fLs=dmin。
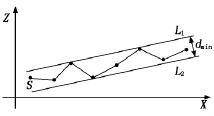
图2 最小包容区域法原理图
2 激光干涉仪测量相关原理
图3为导轨直线度误差检测仪。如图3所示,从激光头射出的光束穿过干涉镜,被分成两束光,以小角度发散后直接射向反射镜。光束从反射镜中反射,沿着新光路返回直线度干涉镜,两束光在直线度干涉镜中会合成一束光返回激光头的入射端口。干涉镜固定在被测导轨上,随导轨运动,反射镜静止不动。通过检测光路中干涉镜和反射镜之间相对纵向位移的变化,间接检测导轨运动时的上下波动量,从而进行直线度误差测量。
精密加工技术在现代国防工业和民用工业中占有重要地位,世界各强国都高度重视超精密领域的研究并取得了大量成果。实现精密加工的首要基础条件是精密机床,而决定精密机床性能的关键是导轨部件[1],它直接影响着机床各运动部件之间的相对运动精度和相对位置精度[2]。液体静压导轨由于具有高精度、高刚度、减震、吸振效果好、低磨损、承载能力强、长寿命等诸多技术优势,被广泛用于精密机床领域[3]。液体静压导轨运动的直线度误差是机床的一项基础几何误差,直线度误差会直接反映到工件上,影响加工精度[4]。因此,导轨直线度误差是精密机床严格控制的基本几何误差量[5]。
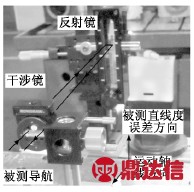
图3 导轨直线度误差检测仪
3 实验数据采集
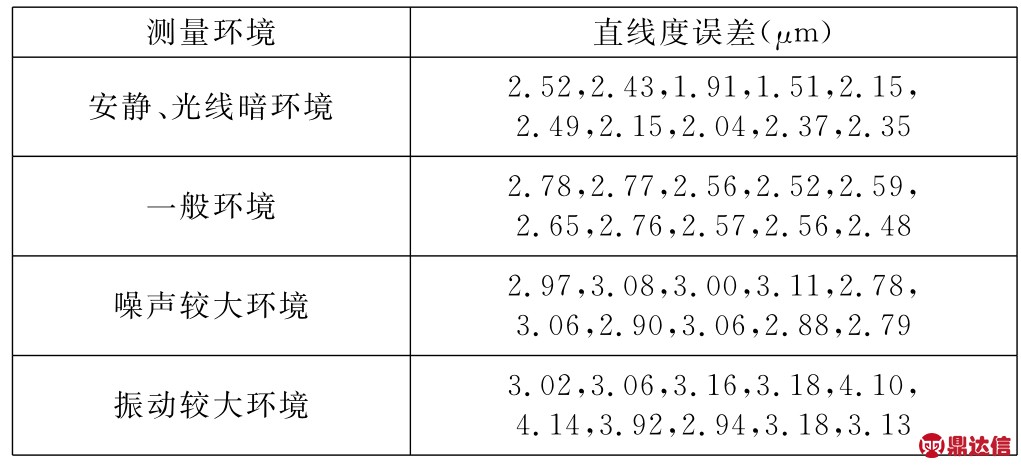
按图3所示进行光路的安装,对本文涉及的行程为360mm的液体静压导轨分别在不同环境下进行测量并采集数据,每种环境测量10组数据,统计结果如表1所示。
选取安静环境、一般环境、噪声较大、振动较大不同环境下具有代表性的数据,做出导轨直线运动偏差的特性曲线图,如图4所示。
表1 数据采集统计表
4 实验数据分析
4.1 测量数据处理
由误差相关理论可知,每次测量都存在一个误差值。只有经过多次重复测量,然后对这些数据进行处理和概率统计分析之后,才能得到测量结果比较合理的表达方式。
本实验测量数据分布情况复杂,首先经过消除系统误差、正态性检验和剔除粗大误差三项处理,具体步骤如下:
(1)消除系统误差:Renishaw激光干涉仪测量精度很高,短距离直线度误差的测量可达到0.001μm/ m,而本次实验对象液体静压导轨的直线度误差技术指标为2μm/360mm~3μm/360mm,二者相差3个数量级,故系统误差可忽略不计。
(2)正态性检验:误差分析中的大多数公式是建立在正态分布的基础上的。首先消除系统误差,然后检验数据是否服从正态分布。
本实验利用SPSS分析软件,采用P-P图法,包括两种P-P图:正态P-P图和正态趋势P-P图(累计概率残差图)。检验实验数据是否服从正态分布,分析结果如图5所示,累积概率表示不确定分析中某一区间内所有可能取值的概率之和,正态的偏差表示每一个所测得直线度误差值与均值的差。
如果实验数据服从正态分布,则正态P-P图中,样本点应呈一条围绕第一象限对角线的直线。正态趋势P-P中,残差散点基本在Y=0上下均匀分布。由图5可知,实验数据服从正态分布。
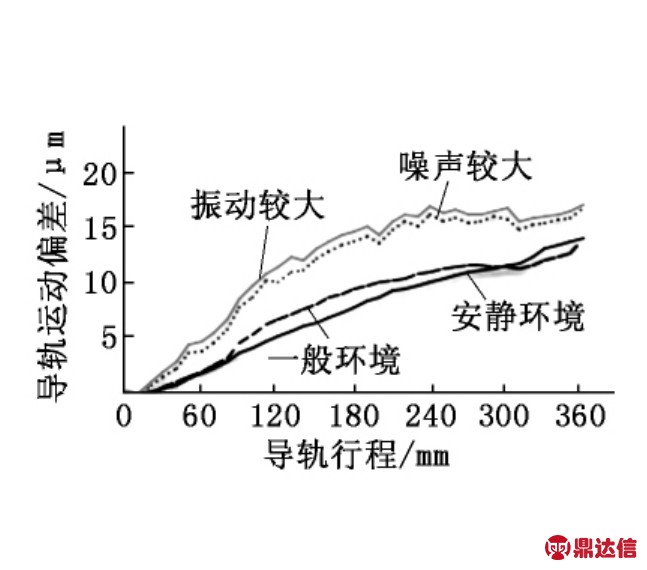
图4 导轨直线运动偏差特性曲线
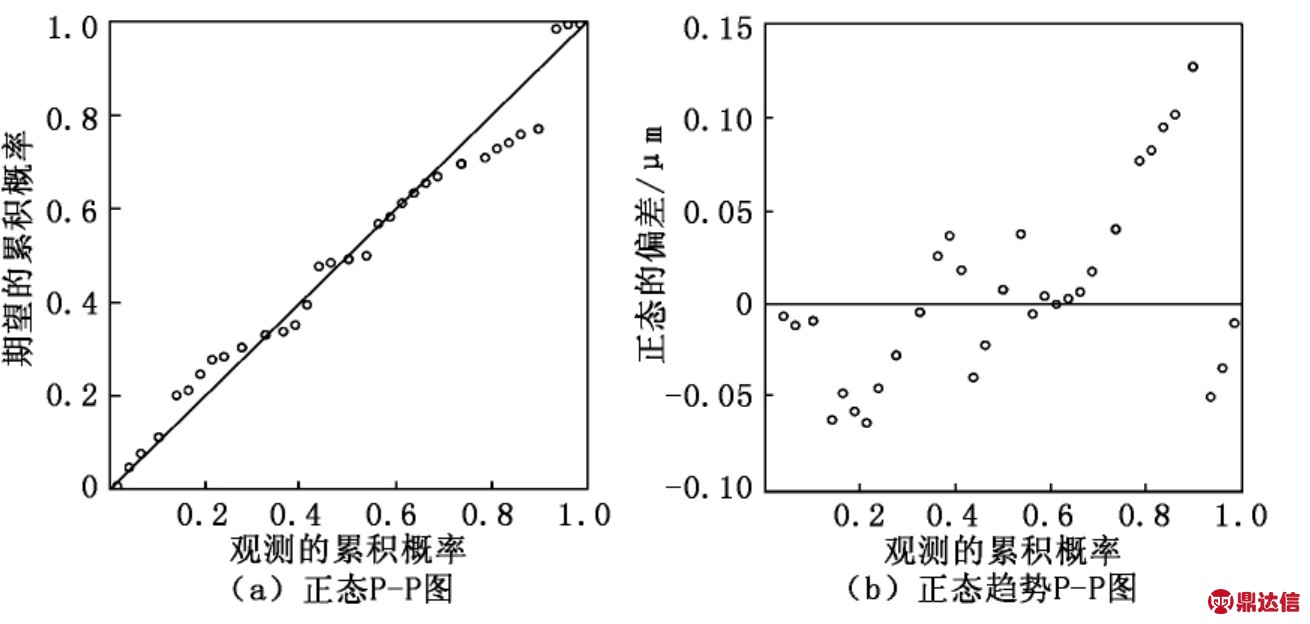
图5 直线度误差的正态检验图
(3)剔除粗大误差:粗大误差是由于测量人员的疏忽或测量环境条件的突然变化引起的,其数值远远超出随机误差或系统误差。根据测量条件及数据综合分析,测量结果大于4μm/360mm的数据误差较大,应该剔除。
4.2 测量结果的表达方式
本实验采用基于t分布的表达方式。由于测量值x服从正态分布N(u,σ2),则测量样本Xi(i=1,2,3,…,n)的基于t分布的测量结果的表达式为:其中:x0为直线度误差表达结果; 为所测直线度误差均值;
为所测直线度误差均值; 为均值x¯的标准差的无偏估计值;tβ为置信度概率为β、自由度为v(v=n-1)的t分布值,通常取值0.95。
为均值x¯的标准差的无偏估计值;tβ为置信度概率为β、自由度为v(v=n-1)的t分布值,通常取值0.95。
对本实验的有效数据利用SPSS软件进行t检验。检验结果如表2所示。
表2 t检验结果

5 结论
通过采用RenishawXL-80激光干涉仪对本文涉及的精密机床液体静压导轨直线度误差进行检测及对数据进行分析,得出该静压导轨直线度误差均值为2.791μm/360mm,在所测的大量数据中,当置信度概率为0.95时,液体静压导轨竖直方向直线度误差为:2.622μm/360mm~2.959μm/360mm。
通过比较不同环境下的测量数据,可以得出在进行直线度误差测量时,为减小导轨运动的直线度误差,或是为使测得数据更接近实际值,应采取以下措施:①应使实验台远离振动源,同时实验台应有隔振措施;②应尽量保证实验环境的安静,使实验台远离噪声源,同时实验人员不宜大声喧哗;③应尽量减少实验人员,且实验人员不宜在数据采集点附近走动;④应尽量在光线较弱环境下采集数据。


