
1. 概述
针对冲压车间生产自动化线在生产过程使用的压缩空气进行深度研究,理论计算其实际需要,得出更接近真实值的数据,为日后工厂设计、项目改造,提供更真实数据,减少公用耗量浪费。
冲压车间主要生产设备为全自动冲压生产线,这也是冲压车间主要耗能所在。本研究就以满负荷生产的典型全自动冲压生产线为依据(20MN×1+10MN×3),对冲压生产线中所消耗的压缩空气系统进行研究。
2. 自动化冲压线压缩空气理论计算
在全自动化冲压生产线中主要耗气部件有压力机平衡缸、气垫,以及冲压线自动化的真空吸盘。
(1)压力机平衡缸耗气 现冲压线每台压力机上有4个平衡缸,平衡缸的作用是平衡滑块与上模的自重,当电动机、飞轮带动滑块运转时,是不需要考虑滑块及上模重量的。从平衡缸的原理来看,生产不同零件时模具重量不同,平衡缸所需平衡的重量也就不同,这个重量的差值即导致平衡缸需要补气或排气。
当下一零件模具重量大于正在生产的这个零件模具重量时则气罐补气,反之排气。从生产时间上可见平衡缸补气或排气均是在换模过程中发生的。通常全自动冲压生产线换模时间都已经做到了5min以内,因此从换模工作过程看,补气时间需要在4min以内。
下面以典型自动化冲压车间生产的情况计算一条冲压线生产时压力机的耗气情况。为确保所计算数据可包容各种情况,选取最重与最轻的零件为代表。最重模具典型零件:顶盖;最轻模具典型零件:前围板。模具重量均见表1。
对于20 M N压力机,依据20M N平衡器能力曲线(见图1a,20MN压力机平衡缸储气罐容积L1为14000L),得出上模重量G与空气压力P的曲线方程
对于10 M N压力机,依据10M N平衡器能力曲线(见图1b,10MN压力机平衡缸储气罐容积L2为11000L),得出上模重量G与空气压力P的曲线方程:
上模重量变化量
气罐空气压力变化量
压力机平衡缸储气罐需要加入的空气量
其中L为对应压机储气罐的容积。
依据表1及上式,计算得出的结果,如表2所示。
冲压线需要平衡缸气罐补气总流量
V平=V1+V2+V3+V4=249.2(m3·h-1)
(2)压力机气垫耗气 在冲压线生产中通常只有需要拉深的压力机才会配有气垫装置,因为气垫的主要用途是在冲压件拉深成形时,给下模压边圈一个向上的支撑力。对于本业务建设所研究的冲压线只有20MN压机有气垫装置。
对于不同的冲压件而言,其压边圈所需的气垫顶起力也不一样,这个顶起力的差值即导致气垫气缸需要补气或排气。与平衡缸气罐补排气原理类似,当下一零件气垫顶起力大于正在生产的这个零件的模具重量时则气罐补气,反之排气。我们同样选取顶盖与前围板两个零件为代表进行理论计算(见表3)。
从气垫能力曲线(见图2)可看出,气罐空气压力可达到80N/cm2,已经超出了我们设计所提供的60N/cm2,这是如何达到的呢?其实在20MN压力机内部自带了一台空压机,其作用就是为首台压力机气垫储气罐增压。当所需气垫顶出力对应空气压力机超出设计提供的60N/cm2,其余增压部分则由压力机本身提供的空压机补充。
从2 0 M N气垫能力曲线(20MN压力机气垫储气罐容积L3为9000L)得出,气垫能力D与空气压力P的曲线方程
气垫顶出力变化量
气罐空气压力变化量
压机气垫储气罐需要需要加入的空气量
其中L为气垫储气罐容积。与平衡缸气罐补气计算过程相同,计算得出V气垫=33.8 m3/h,因此生产线压力机换模过程中所需总流量V=V平+V气垫=283 m3/h。
表1 典型零件模具参数
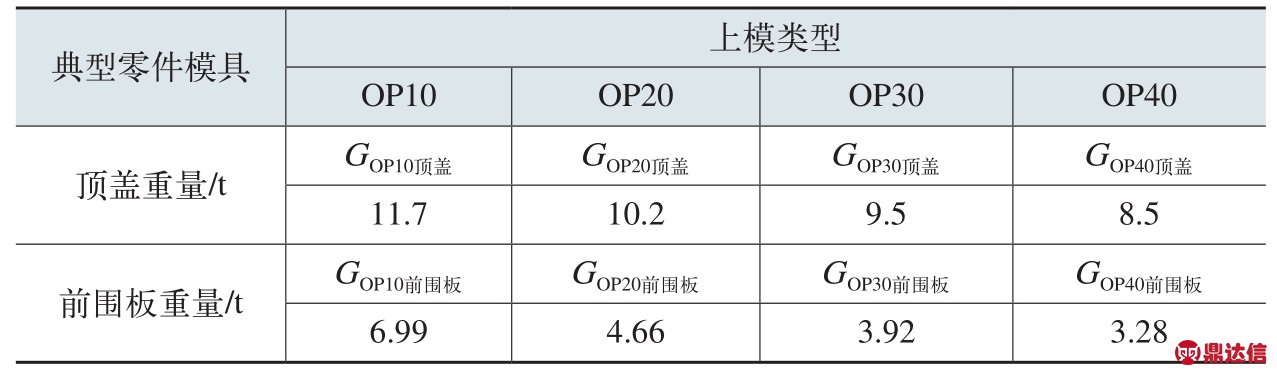
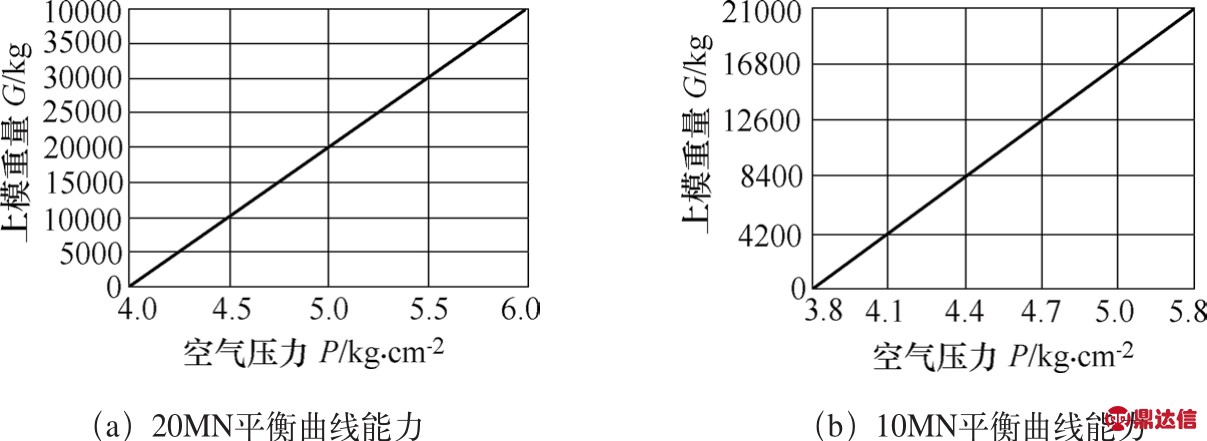
图1
表2 计算结果

表3 典型零件气垫顶起力

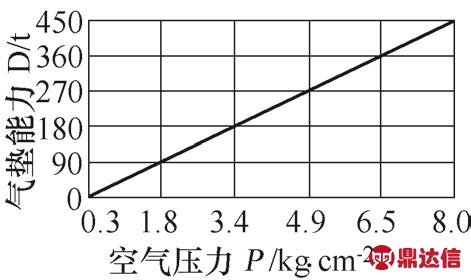
图2
(3)冲压线自动化真空吸盘耗气 在冲压线自动化生产过程中,冲压件在各个设备之间输送是通过机器人或机械手输送,而与冲压件直接接触的抓取搬运器具则是带有真空吸盘的端拾器,简而言之就是通过多个吸盘与冲压件表面接触抽成真空抓取的(见图3)。
用压缩空气产生真空的原理如图4所示。主要工作原理是文丘里效应,即当空气吹过阻挡物时,在阻挡物背风面上方端口附近气压相对较低,从而产生吸附作用并导致空气流动。当这个真空区靠近工件时会对工件产生一定的吸附作用。
真空吸盘所需压缩空气耗量。冲压生产线真空吸盘产生真空是通过真空发生器产生的(真空发生器就是利用正压气源产生负压的一种新型、高效、清洁、经济、小型的真空元器件,其使得在有压缩空气的地方,或在一个气动系统中同时需要正负压的地方获得负压变得十分容易和方便)。在机器人/机械手的臂上,安装真空发生器,真空发生器与吸盘配合,进行各种冲压件吸附、搬运。在生产过程中真空发生器可实现快速抽气成真空、放气、间歇工作等各种冲压生产所需要情况。
在实际生产过程中,为确保端拾器抓取工件准确、稳定,每个机器人/机械手臂上都布置两个真空发生器。本研究按照目前市场上成熟的并在冲压生产中应用较广的真空发生器进行耗气量的计算(见表4)。
在冲压生产中,机器人/机械手通过端拾器搬运板料的工艺流程(以1个工序为例):机器人等待→压力机滑块下行→冲压生产→压力机滑块上行→机器人进入压力机取料(吸盘吸气)→机器人抓取冲压件向下一台压力机输送→机器人进入下一台压力机内放料(吸盘排气)→机器人返回等待。
在这个冲压过程中,吸盘在取料前某一位置(机器人运动轨迹的某一指定位置点)开始吸气,在接触工件后很短时间内达到真空并可以将工件抓取,直至机器人将零件送至下一台压力机中间某一位置时,吸盘开始排气,将零件放下,将吸气时间定义为t1,排气时间设定为t2。
在《管理办法》正式出台前一周,包括工农中建四大行在内的20家银行均已宣布设立理财子公司。根据目前各家银行公布的数据统计,四大行合计拟出资不超过530亿元,加上已经宣布设立理财子公司的招商银行、北京银行、交通银行等16家商业银行,合计最高出资资本金达1170亿元。
L=K60SPM×n×(t1h1+t2h2) (10)
式中S P M——冲压生产时每分钟生产零件数量(取高速冲压线节拍12件/min);
n——一条冲压线真空发生器的数量(4台压力机冲压线为n=12);
h1——吸盘吸取工件时真空发生器耗气量;
h2——吸盘放件时真空发生器耗气量;
k1——吸气时间系数,取0.7;
k2——排气时间系数,取0.2;
K——安全系数,取1.5。
一条冲压生产线自动化生产1h时耗气量L

图3
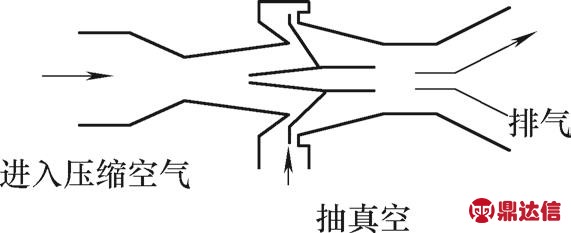
图4
表4 施迈茨真空发生器SXMPi30相关参数

3. 结语
通常,工厂建设初期阶段,考虑厂区动力站房的设计,冲压车间压缩空气耗量往往是由设备供应商估算提供,但在实际运行中发现站房设计过大,会造成一定浪费。通过对自动化冲压生产线在生产过程分解、理论分析并计算出各个部件的压缩空气使用耗量,最终得出综合耗量,为汽车工厂冲压车间的设计或改造项目提供了理论计算方法,不仅使工厂设计更加精益,更可减少工程曾经出现过的设计中的浪费。


